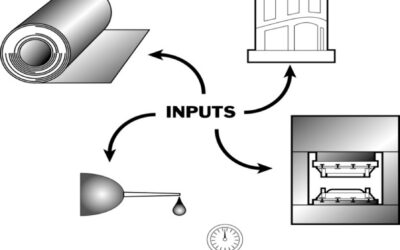
Origins of Springback Types of Springback Case Study in Springback Prediction Key Points Decades ago, the major concern in sheet metal forming was elimination of necks and tears. These forming problems are a function of plastic strain, and addressing them...

Springback
read more