Process Maintenance and Quality Control
Advanced High-Strength Steels (AHSS) applications are growing, where the high-strength body components help meet crash requirements, and thinner sections achieve weight reduction for improved fuel economy and lower overall emissions. Both higher strength and thickness reduction contribute to lower overall formability, higher forces, greater temperatures and accelerated die wear, and each of these outcomes reduce the size of the manufacturing window. Commercial and emerging grades can be tailored to global formability or local formability requirements, so proper grade selection requires knowledge of the dominant forming requirements of each specific part. To manage all these challenges, the pressroom must implement advanced process control measures to minimize normal process variation, as the process is now less tolerant of this variation. A fundamental aspect of process control is that you must be capable of measuring a process for it to be controlled.
Certain process decisions enhance the forming window – including better die materials, surface treatments, surface coatings and a data-based lubricant specification. Cross-functional communication is required to create awareness among employees in the level of process discipline critical to success. Controlling the inputs of the stamping process are vital to achieving predictable outputs, therefore process recipes should be developed and fixed across all shifts. This is the spirit behind process control, which defines the relationship between key inputs and outputs of the stamping process. Figure 1 shows critical stamping inputs, such as the steel, lubricant, press and die conditions. All of these contribute to final part outputs, and thus need to be well-documented, measured in a quantifiable sense, and maintained to ensure process reliability and repeatability.
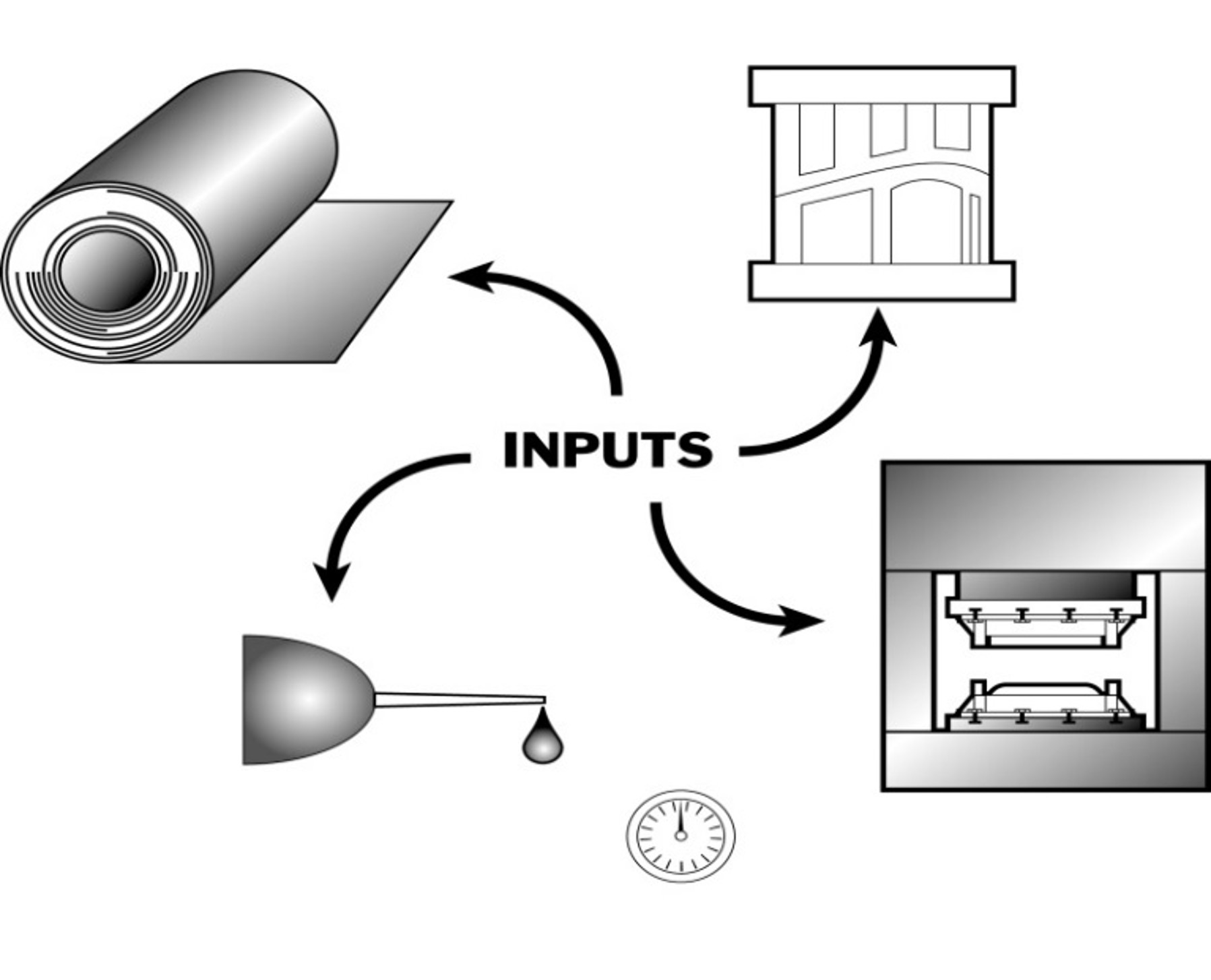
Figure 1: Stamping pressroom critical inputs including the steel, lubricant, press and die.
As an example, in the not too-distant past, lubrication volumes were difficult to measure across metal blanks, so only the nominal spray nozzle geometries and opening size at installation were documented. Clogged nozzles which impeded lubricant flow may have led to swapping with a new nozzle. But often this happened only when operators noticed a complete lack of flow. However, measurement devices with improved accuracy can measure and control lubricant density and location. These include the handheld NG2 and NG3 units from Infralytic and the EMG Solid oil measurement system for inline processing, capable of measuring the lubricant film thickness across the coil and reporting in-specification and out-of-specification locations in a color-coded map. In addition to performing accurate analyses of oil thickness and distribution, proper measurements allow for volume to be optimized, eliminating waste from excessive oiling practices, improving material handling, and reducing safety and OSHA concerns.
Reference Panels
Reference Panels are ideal for AHSS processes and effectively establish process control of the forming operation. A reference panel is a draw shell that documents input settings and process outputs (forming strains, draw-in lines, trim scrap) at the time the panel was formed. It thus serves as a useful reference for each die-set to compare to the current operational panel and process, verifying that all inputs are stable while developing output metrics for comparison. Visual changes in panel appearance or measured changes in strains or draw-in lines allow rapid detection of input variation and allow short-term process adjustments to be incorporated prior to incurring unacceptable panels (scoring, distortion, buckles or splits).
The use of reference panels should be part of a Formability System, characterized by systematic panel reviews, recipe confirmations, and die improvement / die maintenance planning. As an example, production realities are such that reference panels will not be used if they are not stored in a protective rack, near the floor, enabling easy access. Figure 2 shows an example reference panel rack system in a North American stamping plant. Given today’s floor space premiums, virtual systems can be substituted when highly detailed photographs and videos are used in place of large panels.

Figure 2: Door Inner Reference Panel and Storage Rack.
All affected employees need to be trained on the importance of this tool, so that panels are preserved and not discarded during housekeeping events. A disciplined panel review process aligns production and trade personnel to ensure that the reference panels are used during each part run to achieve stable production performance.
Draw-in or thickness templates allow for formability assessments on panels in very precise and consistent locations. Measuring these outputs on a regular basis (including every run for parts with critical or marginal formability conditions) enables a determination of process stability and trends, which becomes important towards scheduling Preventive Maintenance. Examples of draw-in templates are shown below in Figure 3.
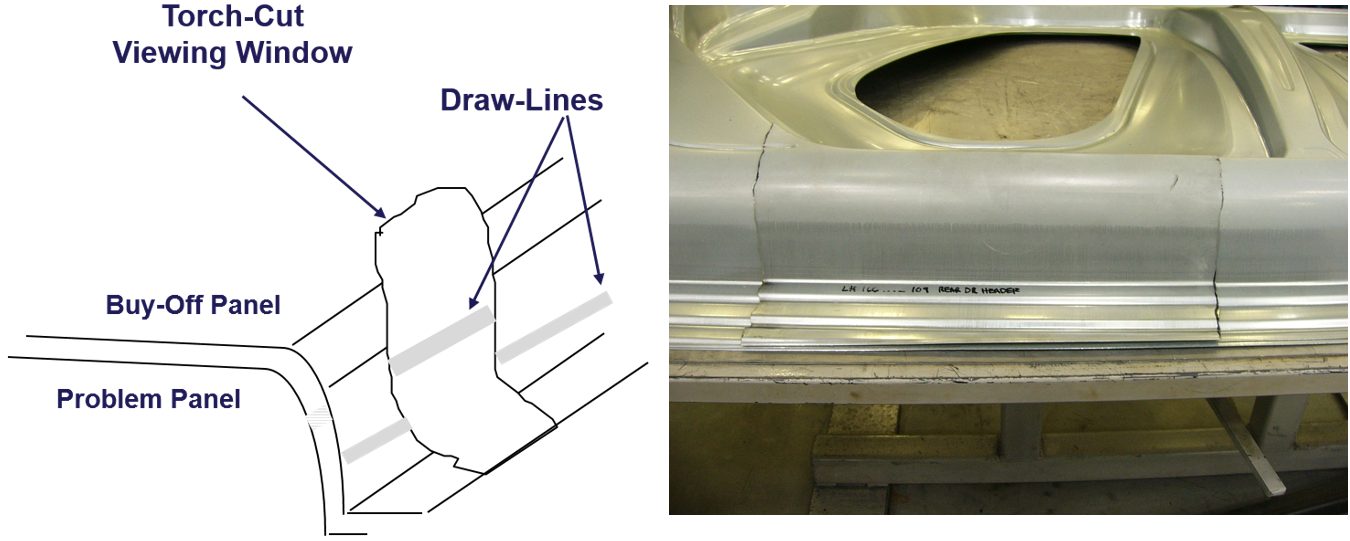
Figure 3: Draw-in template for draw panel; cutout allows for accurate, repeatable measurement.
The high-strength and engineered microstructures of AHSS products increase their susceptibility to edge fracture due to shear forces during trim and pierce operations, making advanced tooling advisable, along with more frequent preventive maintenance. All die maintenance will be critical, requiring more frequent polishing, insert replacement (or reconditioning), surface treatment assessments to plan repair or reapplication, etc.
Finally, tool and die personnel should attempt to define the size of the forming window with split-buckle analysis. Here, successive panels are formed keeping all variables constant except binder pressure, which starts at the lowest restraining force which can avoid objectionable surface distortions such as wrinkles or buckles and is raised incrementally to determine the maximum binder pressure where necking can still be avoided. This information about the range of acceptable binder pressure is then used to develop input (recipe) settings that achieve production stability and robustness.
Key Points
- Process control and die maintenance are more critical with AHSS products because the manufacturing window is significantly smaller compared to conventional steels.
- Reference panels are great tools that allow the detection of process drift and variation, but their use must be adopted, incorporated, and integrated within normal pressroom floor practices.
- More frequent die Preventive Maintenance intervals should be anticipated with AHSS. This includes the trim and flanging operations, which are also susceptible to more rapid deterioration due to the high forces involved with cutting and moving these very high-strength steels.
Thanks is given to The Phoenix Group for contributing this article.