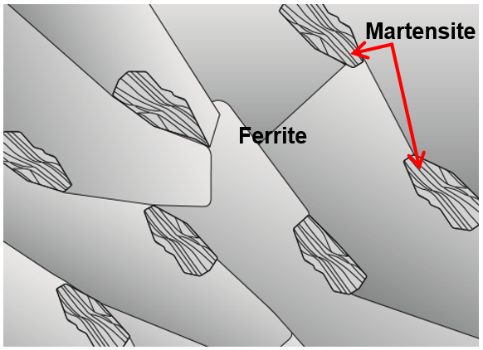
Martensitic steels are characterized by a microstructure that is mostly all martensite, but possibly also containing small amounts of ferrite and/or bainite (Figure 1 and 2). Steels with a fully martensitic microstructure are associated with the highest tensile strength – grades with a minimum specified tensile strength of 1700 MPa are commercially available, and higher strength levels are under development.
Figure 1: Schematic of a martensitic steel microstructure. Ferrite and bainite may also be found in small amounts.
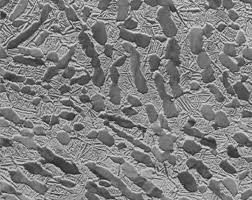
Figure 2: Microstructure of MS 950/1200
To create MS steels, the austenite that exists during hot-rolling or annealing is transformed almost entirely to martensite during quenching on the run-out table or in the cooling section of the continuous annealing line. Adding carbon to MS steels increases hardenability and strengthens the martensite. Manganese, silicon, chromium, molybdenum, boron, vanadium, and nickel are also used in various combinations to increase hardenability.
The advent of water quenched lines facilitated the ability to reduce the amount of alloying additions, which has an associated benefit of producing a microstructure that is less susceptible to delayed cracking.
These steels are often subjected to post-quench tempering to improve ductility, so that extremely high strength levels can be achieved along with adequate ductility for certain forming processes like Roll Forming.
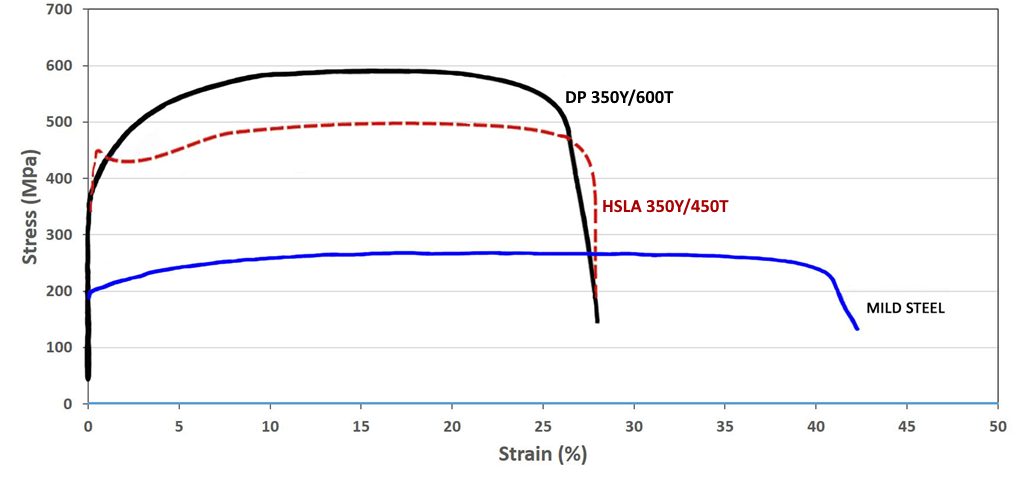
Figure 3 shows MS950/1200 compared to HSLA. Engineering and true stress-strain curves for MS steel grades are presented in Figures 4 and 5.
Figure 3: A comparison of stress strain curves for mild steel, HSLA 350/450, and MS 950/1200.
Figure 4: Engineering stress-strain curves for a series of MS steel grades.S-5 Sheet thicknesses: 1.8 mm to 2.0 mm.
Figure 5: True stress-strain curves for a series of MS steel grades.S-5 Sheet thicknesses: 1.8 mm to 2.0mm.
In addition to being produced directly at the steel mill, a martensitic microstructure also can be developed during the hot stamping of press hardening steels.
Examples of current production grades of martensitic steels and typical automotive applications include:
MS 950/1200
Cross-members, side intrusion beams, bumper beams, bumper reinforcements
MS 1150/1400
Rocker outer, side intrusion beams, bumper beams, bumper reinforcements
MS 1250/1500
Side intrusion beams, bumper beams, bumper reinforcements
Some of the specifications describing uncoated cold rolled 1st Generation martensite steel (MS) are included below, with the grades typically listed in order of increasing minimum tensile strength. Different specifications may exist which describe hot or cold rolled, uncoated or coated, or steels of different strengths. Many automakers have proprietary specifications which encompass their requirements.
ASTM A980M, with Grades 130 [900], 160 [1100], 190 [1300], and 220 [1500]A-23
VDA 239-100, with the terms CR860Y1100T-MS, CR1030Y1300T-MS, CR1220Y1500T-MS, and CR1350Y1700T-MSV-3
SAE J2745, with terms Martensite (MS) 900T/700Y, 1100T/860Y, 1300T/1030Y, and 1500T/1200YS-18
Case Study: Using Martensitic Steels
as an Alternative to Press Hardening Steel
– Laboratory Evaluations
Martensitic steel grades provide a cold formed alternative to hot formed press hardening steels. Not all product shapes can be cold formed. For those shapes where forming at ambient temperatures is possible, design and process strategies must address the springback which comes with the high strength levels, as well as eliminate the risk of delayed fracture. The potential benefits associated with cold forming include lower energy costs, reduced carbon footprint, and improved cycle times compared with hot forming processes.
Highlighting product forms achievable in cold stamping, an automotive steel Product Applications Laboratory formed a Roof Center Reinforcement from 1.4 mm CR1200Y1470T-MS using conventional cold stamping rather than roll forming, Figure 6. Using cold stamping allows for the flexibility of considering different strategies when die processing which may result in reduced springback or incorporating part features not achievable with roll forming.
Figure 6: Roof Center Reinforcement cold stamped from CR1200Y1470T-MS martensitic steel.U-1
Cold stamping of martensitic steels is not limited to simpler shapes with gentle curvature. Shown in Figure 7 is a Center Pillar Outer, cold stamped using a tailor welded blank containing CR1200Y1470T-MS and CR320Y590T-DP as the upper and lower portion steels.U-1
Figure 7: Center Pillar Outer stamped at ambient temperature from a tailor welded blank containing 1470 MPa tensile strength martensitic steel.U-1
Another characteristic of martensitic steels is their high yield strength, which is associated with improved crash performance. In a laboratory environment, crash behavior is assessed with 3-point bending moments. A studyS-8 determined there was a correlation between sheet steel yield strength and the 3-point bending deformation of hat shaped parts. Based on a comparison of yield strength, Figure 8 shows that CR1200Y1470T-MS has similar performance to hot stamped PHS-CR1800T-MB and PHS-CR1900T-MB at the same thickness and exceeds the frequently used PHS-CR1500T-MB. For this reason, there may be the potential to reduce costs and even weight with a cold stamping approach, providing appropriate press, process, and die designs are used.
Figure 8: Effect of Yield Strength on Bending Moment. The right image shows the typical yield strength range of CR1030Y1300T-MS and CR1200Y1470T-MS as well as typical yield strength values of several Press Hardened Steels.S-8
Case Study: Martensitic Steels as an Alternative to
Press Hardening Steel – Automotive Production Examples
with Springback Mitigation Strategies
Recent years have seen some applications typically associated with press hardening steels transition to a cold stamped martensitic steel, CR1200Y1470T-MS. One such example is found in the third-generation Nissan B-segment hatchback (2020 start of production), which uses 1.2 mm thick CR1200Y1470T-MS as the material for the Second Cross Member Reinforcement.K-45
Using the carbon equivalent formula Ceq=C+Si/30+Mn/20+2P+4S K-45, the newly developed martensitic grade has a carbon equivalent value of 0.28, which is lower than the 0.35 associated with the conventional PHS grade of comparable tensile strength, 22MnB5 (PHS 1500T). The lower carbon equivalent value is expected to translate into easier welding conditions. Furthermore, conventional mechanical trimming and piercing equipment and techniques work with the cold formable martensitic grade, whereas parts formed from press hardening steels typically require laser trimming or other more costly approaches. An evaluation of delayed fracture found no evidence of this failure mode.
Figure 9 highlights this reinforcement, with its placement on the cross member and in the vehicle shown in red. The varying elevation of this part, combined with a non-uniform cross section at the outermost edges, help control springback, but makes roll forming significantly more challenging if that were the cold forming approach.
Figure 9: Cold-Stamped Martensitic Steel with 1500 MPa Tensile Strength used in the Nissan B-Segment Hatchback.K-57
Unbalanced stresses in stamped parts lead to several types of shape fixability issues collectively called springback. In hat shape wall sections, shape fixing beads sometimes referred to as stake beads (see Post Stretch information at this link) mitigate sidewall curl by imparting a tensile stress state on both the top and bottom sheet surfaces and increasing the rigidity. Springback control to limit flexing down the length of longitudinally curved parts requires a different technique. Here, the root cause is the stress difference between the tensile stress at the punch top and the compressive stress at the flange at bottom dead center of the press stroke. Figure 10 presents schematics of the stress distribution when the punch is located at bottom dead center of the press stroke, and the shape fixability issue after load removal.
Figure 10: Cold-Stamped Martensitic Steel With 1500 MPa Tensile Strength Used in the Lexus NXJ-24
A patented approach known as Stress Reverse Forming™T-44 improved dimensional accuracy in the second-generation Lexus NX (2021 start of production) center roof reinforcement, cold stamped from martensitic steel, CR1200Y1470T-MS.J-24 Figure 11 shows different views of this part.
Figure 11: Left Image: Springback Differences Exist in Coils at the Low and High End of the Strength Specification; Right Image: Stress Reverse Forming™ Process Reduces Sensitivity to Springback (Images Adapted from Citation T-29)
Stress Reverse Forming™T-44 uses the principles of the Bauschinger Effect to reverse the direction of the forming stresses during a restrike forming process to achieve a final part closer to the targeted dimensions.T-29 Parts processed with this two-step approach are first over-formed to a smaller radius of curvature than the final part shape. Removing the part from the tool after this first forming step results in the stress distribution seen in the left image in Figure 10. The unique aspect of this approach comes from the second forming step where the tool shape forces the punch top into slight compression while the lower flange is put into slight tension. The tool shape used in this stage contains a slightly greater radius of curvature than the targeted part shape. As shown in Citation T-29, this process appears to be equally effective at all steel strengths.
Without effective countermeasures, springback increases with part strength. Related to this is the springback difference between coils having strength at the lowest and highest ends of the acceptable property range. This can lead to substantial differences in springback between coils completely within specification. However, after using effective countermeasures such as Stress Reverse Forming™ described in Citation T-29, springback differences between coils are minimized, which leads to increased dimensional accuracy and more consistent stamping performance. This phenomenon is shown schematically in Figure 12. Furthermore, unlike conventional stamping approaches, the amount of springback in parts made with this approach does not increase with steel strength.
Figure 12: Left Image: Springback Differences Exist in Coils at the Low and High End of the Strength Specification; Right Image: Stress Reverse Forming™ Process Reduces Sensitivity to Springback (Images Adapted from Citation T-29)
Press hardening steels (PHS) are typically carbon-manganese-boron alloyed steels, specifically designed for hot forming process in the automotive industry. They are also commonly known as:
Press Hardening Steels (PHS)
Hot Press Forming Steels (HPF), a term more common in Asia
Boron Steel: although the name may also refer to other steels, in automotive industry boron steel is typically used for PHS
Hot Formed Steel (HF), a term more common in Europe.
Press Quenched Steels (PQS) are basically low-alloy steels, however they are specifically designed to have consistent mechanical properties after hot forming process, even at very wide cooling rate ranges.
The most common PHS grade is PHS1500. In Europe, this grade is commonly referred to as 22MnB5 or 1.5528. As received, it has ferritic-pearlitic microstructure and a yield strength between 300-600 MPa depending on the cold working. The tensile strength of as received steel can be expected to be between 450 and 750 MPa. Total elongation must be over a minimum of 10% (A80, with this minimum possibly different for A50 or A), but depending on coating type and thickness may well exceed 18% (A80), see Figure 1*. Thus, the grade can be cold formed to relatively complex geometries using certain methods and coatings. When hardened, it has a minimum yield strength of 950 MPa and tensile strength typically around 1300-1650 MPa, Figure 1.B-14 After hardening, the total elongation requirement changes from OEM to OEM. Some OEM’s require miniature specimens and ask for elongation of these specific specimens (such as A30) which cannot be comparable with A50 or A80. Typically about 3.5% to 6% minimum total elongation is required, depending on the thickness of the sheet and the type of the specimen (A30, A50 or A80) V-9.
Figure 1: Stress-Strain Curves of PHS1500 before and after quenching * (re-created after U-9, O-8, B-18)
AHSS grades are almost always named after their “minimum” tensile strength. For example, DP590 is a steel with “minimum” tensile strength of 590 MPa. However, PHS and PQS grades may be named after their “typical” tensile strength level. Thus, PHS1500 may have a minimum tensile strength of 1300 MPa, as shown in Table 1. Some companies name PHS and PQS grades with their yield and tensile strength levels, such as PHS950Y1500T. It is also common in Europe to see this steel as PHS950Y1300T, and thus aiming for a minimum tensile strength of 1300 MPa after quenching. The numbers in the commercial names may also significantly differ from the minimum and/or typical. Thus, it is always important to check the specifications to see if the numbers used in the name are showing minimum or typical strength levels.
* A is the elongation after break for a proportional specimen with L0 = 5,65 √S0
** The minimum requirement may be dependent on material thickness.
*** A50, ISO Type 1 elongation after break.
“~” is used for typical values
Superscript PB means after paint bake cycle.
The PHS1500 name may also be used for the Zn-coated 20MnB8 or air hardenable 22MnSiB9-5 grades. The former is known as “direct forming with pre-cooling steel” and could be abbreviated as CR1500T-PS, PHS1500PS, PHSPS950Y1300T or similar (PS standing for Pre-Cooled Stamping). The latter grade is known as “multi-step hot forming steel” and could be abbreviated as, CR1500T-MS, PHS1500MS, PHSMS950Y1300T or similar (MS standing for Multi-Step Stamping).V-9
In the last decade, several steel makers introduced grades with higher carbon levels, leading to a tensile strength between 1800 MPa and 2000 MPa. Hydrogen induced cracking (HIC) and weldability limit applications of PHS1800, PHS1900 and PHS2000, with studies underway to develop practices which minimize or eliminate these limitations.
Lastly, there are higher energy absorbing, lower strength grades, which have improved ductility and bendability. These fall into two main groups: Press Quenched Steels (PQS) with approximate minimum tensile strength levels of 450 MPa and 550 MPa (noted as PQS450 and PQS550 in Figure 2) and higher ductility PHS grades with approximate minimum tensile strength levels of 1000 and 1200 MPa (shown as PHS1000 and PHS1200 in Figure 2).
Apart from these grades, other grades are suitable for press hardening. Several research groups and steel makers have offered special stainless-steel grades and recently developed Medium-Mn steels for hot stamping purposes. Also, one steel maker in Europe has developed a sandwich material by cladding PHS1500 with thin PQS450 layers on both sides.
Figure 2: Stress-strain curves of several PQS and PHS grades used in automotive industry, after hot stamping for full hardening* (re-created after Citations B-18, L-28, Z-7, Y-12, W-28, F-19, G-30).
PHS Grades with Tensile Strength Approximately 1500 MPa
Hot stamping as we know it today was developed in 1970s in Sweden. The most used steel since then has been 22MnB5 with slight modifications. 22MnB5 means, approximately 0.22 wt-% C, approximately (5/4) = 1.25% wt-% Mn, and B alloying.
The automotive use of this steel started in 1984 with door beams. Until 2001, the automotive use of hot stamped components was limited to door and bumper beams, made from uncoated 22MnB5, in the fully hardened condition. By the end of the 1990s, Type 1 aluminized coating was developed to address scale formation. Since then, 22MnB5 + AlSi coating has been used extensively.B-14
Although some steel makers claim 22MnB5 as a standard material, it is not listed in any international or regional (i.e., European, Asian, or American) standard. Only a similar 20MnB5 is listed in EN 10083-3.T-26, E-3 The acceptable range of chemical composition for 22MnB5 is given in Table 2.S-64, V-9
Table 2: Chemical composition limits for 22MnB5 (CR1500T-MB-DS/IS or HR1500T-MB-DS/IS) (listed in wt.%).S-64, V-9
[wt. %]
C
Mn
B
Si
P
S
Al
Ti
Nb
Cr
Mo
Ni
Cu
N
Min.
0.20
1.10
0.0020
0
0
0
0.015
0.02
–
0
0
0
0
0
Max.
0.25
1.50
0.0050
0.50
0.025
0.005
0.080
0.050
–
0.25
0.35
0.10
0.20
0.01
VDA239-500, a material recommendation from Verband Der Automotbilindustrie E.V. (VDA), is an attempt to further standardize hot stamping materials. The document was first published in December 2021. According to this standard, 22MnB5 may be delivered coated or uncoated, hot or cold rolled. Depending on these parameters, as-delivered mechanical properties may differ significantly. Steels for the indirect process, for example, has to have a higher minimum total elongation to ensure cold formability.V-9Figure 1 shows generic stress-strain curves, which may vary significantly depending on the coating and selected press hardening process.
For 22MnB5 to reach its high strength after quenching, it must be austenitized first. During heating, ferrite begins to transform to austenite at “lower transformation temperature” known as Ac1. The temperature at which the ferrite-to-austenite transformation is complete is called “upper transformation temperature,” abbreviated as Ac3. Both Ac1 and Ac3 are dependent on the heating rate and the exact chemical composition of the alloy in question. The upper transformation temperature (Ac3) for 22MnB5 is approximately 835-890 °C.D-21, H-30Austenite transforms to other microstructures as the steel is cooled. The microstructures produced from this transformation depends on the cooling rate, as seen in the continuous-cooling-transformation (CCT) curve in Figure 3. Achieving the “fully hardened” condition in PHS grades requires an almost fully martensitic microstructure. Avoiding transformation to other phases requires cooling rates exceeding a minimum threshold, called the “critical cooling rate,” which for 22MnB5 is 27 °C/s. For energy absorbing applications, there are also tailored parts with “soft zones”. In these soft zones, areas of interest will be intentionally made with other microstructures to ensure higher energy absorption.B-14
Figure 3: Continuous Cooling Transformation (CCT) curve for 22MnB5 (Published in Citation B-19, re-created after Citations M-25, V-10).
Once the parts are hot stamped and quenched over the critical cooling rate, they typically have a yield strength of 950-1200 MPa and an ultimate tensile strength between 1300 and 1700 MPa. Their hardness level is typically between 470 and 510 HV, depending on the testing methods.B-14
Once automotive parts are stamped, they are then joined to the car body in body shop. The fully assembled body known as the Body-in-White (BIW) with doors and closures, is then moved to the paint shop. Once the car is coated and painted, the BIW passes through a furnace to cure the paint. The time and temperature for this operation is called the paint bake cycle. Although the temperature and duration may be different from plant to plant, it is typically close to 170 °C for 20 minutes. Most automotive body components made from cold or hot formed steels and some aluminum grades may experience an increase in their yield strength after paint baking. The so-called Bake-Hardening Index (yield strength increase due to paint baking) is calculated based on EN 10325 or OEM standards.
In Figure 4, press hardened 22MnB5 is shown in the red curve. In this particular example, the proof strength was found to be approximately 1180 MPa. After processing through the standard 170 °C – 20 minutes bake hardening cycle, the proof strength increases to 1280 MPa (shown in the black curve).B-18 Most studies show a bake hardening increase of 100 MPa or more with press hardened 22MnB5 in industrial conditions.B-18, J-17, C-17
Figure 4: Bake hardening effect on press hardened 22MnB5. Named as BH0, is shown since there is no cold deformation pre-strain. (re-created after Citation B-18).
There are two modified versions of the 22MnB5 recently offered by several steel makers: 20MnB8 and 22MnSiB9-5. Both grades have higher Mn and Si compared to 22MnB5, as shown in Table 3.
Table 3: Chemical compositions of PHS grades with 1500 MPa tensile strength (all listed in wt.%).V-9
[wt. %]
C
Mn
B
Si
22MnB5
0.20-0.25
1.10-1.50
0.0020-0.0050
≤0.50
20MnB8
0.17-0.23
1.70-2.50
0.0020-0.0050
≤0.50
22MnSiB9-5
0.20-0.25
2.00-2.40
0.0015-0.0040
1.00-1.40
Both of these relatively recent grades are designed for Zn-based coatings and are designed for different process routes. For these reasons, many existing hot stamping lines would require some modifications to accommodate these grades.
20MnB8 has been designed for a “direct process with pre-cooling”. The main idea is to solidify the Zn coating before forming, eliminating the possibility that liquid zinc fills in the micro-cracks on the formed base metal surface, which in turn eliminates the risk of Liquid Metal Embrittlement (LME). The chemistry is modified such that the phase transformations occur later than 22MnB5. The critical cooling rate of 20MnB8 is approximately 10 °C/s. This allows the part to be transferred from the pre-cooling stage to the forming die without any phase transformations. As press hardened, the material has a typical yield strength of 1050 MPa and 1500 MPa typical tensile strength. Once bake hardened (170 °C, 20 minutes), yield strength may exceed 1100 MPa.K-22, V-24 This steel may be referred to as PHS950Y1300T-PS (Press Hardening Steel with minimum 950 MPa Yield, minimum 1300 MPa Tensile strength, for Pre-cooled Stamping) or CR1500T-MB-PS (Cold Rolled, typical 1500 MPa Tensile strength, Manganese-Boron alloyed, Pre-cooled Stamping) V-9.
22MnSiB9-5 has been developed for a transfer press process, named as “multi-step”. As quenched, the material has similar mechanical properties with 22MnB5 (Figure 5). As of 2020, there is at least one automotive part mass produced with this technology and is applied to a compact car in Germany.G-27 Although the critical cooling rate is listed as 5 °C/s, even at a cooling rate of 1 °C/s, hardness over 450HV can be achieved, as shown in Figure 6.H-27 This allows the material to be “air-hardenable” and thus, can handle a transfer press operation (hence the name multi-step) in a servo press. This material is also available with Zn coating.B-15 This steel may be referred to as PHS950Y1300T-MS (Press Hardening Steel with minimum 950 MPa Yield, minimum 1300 MPa Tensile strength, for Multi-Step process) or CR1500T-MB-MS (Cold Rolled, 1500 MPa typical Tensile strength, Manganese-Boron alloyed, Multi-Step Process).
Figure 5: Engineering stress-strain curves of 1500 MPa level grades (re-created after Citations B-18, G-29, K-22)
Figure 6: Critical cooling rates of 1500 MPa level press hardening steels (re-created after Citations K-22, H-31, H-27)
Grades with Higher Ductility
Press hardened parts are extremely strong, but cannot absorb much energy. Thus, they are mostly used where intrusion resistance is required. However, newer materials for hot stamping have been developed which have higher elongation (ductility) compared to the most common 22MnB5. These materials can be used in parts where energy absorption is required. These higher energy absorbing, lower strength grades fall into two groups, as shown in Figure 7. Those at the lower strength level are commonly referred to as “Press Quenched Steels” (PQS). The products having higher strength in Figure 7 are press hardening steels since they contain boron and do increase in strength from the quenching operation. The properties listed are after the hot stamping process.
Typical tensile strength levels of 450 and 550 MPa, with minimum 12% total elongation, listed as PQS450 and PQS550.
950 to 1250 MPa tensile strength level and minimum 5% total elongation, listed as PHS1000 and PHS1200.
Figure 7: Stress-strain curves of several PQS and PHS grades used in automotive industry, after hot stamping for full hardening* (re-created after Citations B-18, Y-12).
Currently none of these grades are standardized. Most steel producers have their own nomination and standard, as summarized in Table 4. There is a document by German Association of Automotive Industry (Verband der Automobilindustrie, VDA), which specifies the incoming properties of these grades. In the standard, VDA239-500, the steel shown here as PQS450 is listed as CR500T-LA (Cold Rolled, 500 MPa typical Tensile strength, Low Alloyed). Similarly, PQS550 in this document is listed as CR600T-LA. PHS1000 and PHS1200 in this document is similar to VDA239-500’s CR1100T-MB (Cold Rolled, MPa typical Tensile strength, Manganese-Boron alloyed).V-9 Some OEMs may prefer to name these grades with respect to their yield and tensile strength together, as listed in Table 4.
Table 4: Summary of Higher Ductility grades. The terminology descriptions are not standardized.
Higher Ductility grade names are based on their properties and
terminology is derived from a possible chemistry or OEM description.
The properties listed here encompass those presented in multiple sources
and may or may not be associated with any one specific commercial grade.Y-12, T-28, G-32, M-71, S-115
Terminology
VDA 239-500
Equivalent
OEM Nomenclature
Proof Strength
(Rp0.2)
[MPa]
Tensile Strength
(Rm or σUTS)
[MPa]
Elongation
(A*)
[%]
VDA Bending
Angle **
(α) [°]
PQS450
6Mn3
CR500T-LA
PQS340Y410T
PSC340Y460T
340-500
410-650
13
>120
PQS550
6Mn6
CR600T-LA
HS550T/370Y-MP
PQS370Y550T
PSC370Y550T
370-600
550-800
12
>85
PHS1000
8MnB7
CR1100T-MB
HS1000T/800Y-MP
PHS800Y1000T
PSC750Y950T
750-1000
950-1250
7
>80
PHS1200
12MnB6
>75
9MnCr
~850
~1080
~6
~80
Higher energy absorbing grades have been under development at least since 2002. In the earliest studies, PHS 1200 was planned.R-11 Between 2007 and 2009, three new cars were introduced in Europe, having improved “energy absorbing” capacity in their hot stamped components. VW Tiguan (2007-2016) and Audi A5 Sportback (2009-2016) had soft zones in their B-pillars (Figure 8B and C). Intentionally reducing the cooling rate in these soft zone areas produces microstructures having higher elongations. In the Audi A4 (2008-2016) a total of three laser welded tailored blanks were hot stamped. The soft areas of the A4 B-pillars were made of HX340LAD+AS (HSLA steel, with AlSi coating, as delivered, min yield strength = 340 MPa, tensile strength = 410-510 MPa) as shown in Figure 8A. After the hot stamping process, HX340LAD likely had a tensile strength between 490 and 560 MPaS-65, H-32, B-20, D-22, putting it in the range of PQS450 (see Table 3). Note that these were not the only cars to have tailored hot stamped components during that time.
Figure 8: Earliest energy absorbing hot stamped B-pillars: (A) Audi A4 (2008-2016) had a laser welded tailored blank with HSLA material; (B) VW Tiguan (2007-2015) and (C) Audi A5 Sportback (2009-2016) had soft zones in their B-pillars (re-created after Citations H-32, B-20, D-22).
A 2012 studyK-25 showed that a laser welded tailored B-Pillar with 340 MPa yield strength HSLA and 22MnB5 had the best energy absorbing capacity in drop tower tests, compared to a tailored (part with a ductile soft-zone) or a monolithic part, Figure 9. As HSLA is not designed for hot stamping, most HSLA grades may have very high scatter in the final properties after hot stamping depending on the local cooling rate. Although the overall part may be cooled at an average 40 to 60 °C/s, at local spots the cooling rate may be over 80 °C/s. PQS grades are developed to have stable mechanical properties after a conventional hot stamping process, in which high local cooling rates may be possible.M-26, G-31, T-27
Figure 9: Energy absorbing capacity of B-pillars increase significantly with soft zones or laser welded tailored blank with ductile material (re-created after Citation K-25).
Conventional High-Strength and Advanced High-Strength Steels are not designed for hot stamping process. HSLA340 (minimum yield strength, as delivered) and CMn440 steel (Carbon-manganese alloyed, minimum 440 MPa tensile strength at delivery) may be softer than their as-delivered condition when heated over austenitization temperature and slowly cooled at 15 °C/s cooling rate. Furthermore, if the local cooling rate is over 60 to 80 °C/s, a significant increase in hardness (see Figure 10) and sharp decrease in elongation may be observed.D-22, T-27 PQS550 and PHS1000 have relatively more stable mechanical properties at high cooling rates.S-116, S117
Figure 10: Vickers hardness variation of several cold stamping steels after austenitization and at different cooling rates (re-created using data from Citations D-22, S-116, and S117).
PQS grades have been in use at latest since 2014. One of the earliest cars to announce using PQS450 was VolvoXC90. There are six components (three right + three left), laser welded tailored blanks with PQS450, as shown Figure 11.L-29 Since then, many carmakers started to use PQS450 or PQS550 in their car bodies. These include:
Fiat 500X: Patchwork supported, laser welded tailored rear side member with PQS450 in crush zonesD-23,
Fiat Tipo (Hatchback and Station Wagon versions): similar rear side member with PQS450B-14,
Renault Scenic 3: laser welded tailored B-pillar with PQS550 in the lower sectionF-19,
Chrysler Pacifica: five-piece front door ring with PQS550 in the lower section of the B-Pillar areaT-29, and
Chrysler Ram: six-piece front door ring with PQS550 in the lower section of the B-Pillar area.R-3
Figure 11: Use of laser welded tailored blanks with PQS and PHS grades in 2nd generation Volvo XC90 (re-created after Citation L-29).
Several car makers use PQS grades to facilitate joining of components. The B-Pillar of the Jaguar I-PACE electric SUV is made of PQS450, with a PHS1500 patch that is spot welded before hot stamping, creating the patchwork blank shown in Figure 12a.B-21 Early PQS applications involved a laser welded tailored blank with PHS 1500. Since 2014, Mercedes hot stamped PQS550 blanks not combined with PHS1500. Figure 12b shows such components on the Mercedes C-Class.K-26
Figure 12: Recent PQS applications: (a) 2018 Jaguar I-PACE uses a patchwork B-pillar with PQS450 master blank and PHS1500 patchB-21, (b) 2014 Mercedes C-Class has a number of PQS550 components that are not laser welded to PHS1500.K-26
PHS1000 is also used for energy absorbing purposes, as well as facilitating weldability. Figure 13 shows some of the recent examples of PHS1000 usage.
Figure 13: PHS1000 applications: (a) Door ring of Tesla Model Y (SOP 2020)B-79,A-84; (b) Door ring of Voyah Dream (SOP 2022)H-70.
Whereas the microstructure of PHS with a targeted strength of 1500 MPa is martensite, the microstructure of PQS grades contain a combination of ferrite, martensite, and bainite. This indicates that these sections require different thermal profiles.
A publication from 2023 compares the effects of two thermal profiles on the properties of a PQS grade with a mating PHS 1500 grade, as indicated in Table 5. There is little effect on the PHS 1500 properties, but the second profile shows better ductility and a smaller thickness of the Al-Si alloy layer – both of which are preferred.L-74
Table 5: Performance comparison of two processes.L-74
Process
HC370 / 550HS + AS
HC950 / 1300HS + AS
Yield Strength
(MPa)
Tensile Strength
(MPa)
Elongation
(%)
Al-Si Layer Thickness
(µm)
Yield Strength
(MPa)
Tensile Strength
(MPa)
Elongation
(%)
Al-Si Layer Thickness
(µm)
1
509
640
14.00
14
1189
1500
6.74
18
2
365
606
24.72
8
1180
1492
7.72
8
PHS Grades over 1500 MPa
The most commonly used press hardening steels have 1500 MPa tensile strength, but are not the only optionsR-11, with 4 levels between 1700 and 2000 MPa tensile strength available or in development as shown in Figure 14. Hydrogen induced cracking (HIC) and weldability problems limit widespread use in automotive applications, with studies underway to develop practices which minimize or eliminate these limitations.
Figure 14: PHS grades over 1500 MPa tensile strength, compared with the common PHS1500 (re-created after Citations B-18, W-28, Z-7, L-30, L-28, B-14, O-15).
Mazda Motor Corporation was the first vehicle manufacturer to use higher strength boron steels, with the 2011 CX-5 using 1,800MPa tensile strength reinforcements in front and rear bumpers, Figure 15. According to Mazda, the new material saved 4.8 kg per vehicle. The chemistry of the steel is Nb modified 30MnB5.H-33, M-28Figure 16 shows the comparison of bumper beams with PHS1500 and PHS1800. With the higher strength material, it was possible to save 12.5% weight with equal performance.H-33
Figure 15: Bumper beam reinforcements of Mazda CX-5 (SOP 2011) are the first automotive applications of higher strength (>1500 MPa) press hardening steels.M-28
Figure 16: Performance comparison of bumper beams with PHS1500 and PHS1800 (re-created after H-33).
PHS 1800 is also used in the 2022 Genesis Electrified G80 (G80EV) and the new G90, both from Hyundai Motor. A specialized method lowering the heating furnace temperature by more than 50℃ limits the penetration of hydrogen into the blanks, minimizing the risk of hydrogen embrittlement. L-64.
MBW 1900 is the commercial name for a press hardening steel with 1900 MPa tensile strength. An MBW 1900 B-pillar with correct properties can save 22% weight compared to 590DP and yet may cost 9% less than the original Dual-Phase design.H-34 Ford had also demonstrated that by using MBW 1900 instead of PHS 1500, a further 15% weight could be saved.L-30 Since 2019, VW’s electric vehicle ID.3 has two seat crossbeams made of MBW 1900 steel, as seen in Figure 15.L-31 The components are part of MEB platform (Modularer E-Antriebs-Baukasten – modular electric-drive toolkit) and may be used in other VW Group EVs. MBW 1900 can be ordered as uncoated or AS Pro coated (Aluminum-Silicon with Magnesium).T-50
Figure 17: Underbody of VW ID3 (part of MEB platform).L-31
USIBOR 2000 is the commercial name given to a steel grade similar to 37MnB4 with an AlSi (AS) coating. Here, it will be described as PHS2000+AS.. Final properties are expected only after paint baking cycle, and the parts made with this grade may be brittle before paint bake.B-32 In June 2020, Chinese Great Wall Motors started using PHS2000+AS in the Haval H6 SUV.V-12
Since 2023, PHS2000+AS has been used in the A-pillar of Stellantis’ Maserati Grecale SUV. The design allowed downgauging from 1.4 mm PHS1500 to 1.3 mm PHS2000 with comparable crash performance. This weight savings corresponds to 0.8 kg per car. B-80 In late 2023, Toyota introduced the 2nd generation C-HR. This vehicle has a 2 GPa B-pillar with no additional reinforcement. The previous generation had PHS1500 B-pillar with a secondary reinforcement also from PHS1500. The new design not only saved 3.5 kg per vehicle, but also saved cost.A-83See Figure 18 for these applications. PHS2000+AS is also used as a patch in the door ring of Voyah Dream, as pictured in Figure 13b.H-70
Figure 18: PHS2000+AS applications: (a) A-pillar of Maserati GrecaleB-80 and (b) B-pillar of Toyota C-HR.D-45
HPF 2000, another commercial name, is used in a number of component-based examples, and also in the Renault EOLAB concept car.L-28, R-12 An 1800 MPa grade is under development.P-22 Docol PHS 1800, a commercial grade approximating 30MnB5, has been in production, with Docol PHS 2000 in development.S-66 PHS-ultraform 2000, a commercial name for a Zn (GI) coated blank, is suited for the indirect process.V-11
General Motors China, together with several still mills across the country, have developed two new PHS grades: PHS 1700 (20MnCr) and PHS2000 (34MnBV). 20MnCr uses Cr alloying to improve hardenability and oxidation resistance. This grade can be hot formed without a coating, and thus named as coating free PHS (CFPHS). The furnace has to be conditioned with N2 gas. The final part has high corrosion resistance, approximately 9% total elongation (see Figure 12) and high bendability (see Table 4). 34MnBV on the other hand, has a thin AlSi coating (20g/m2 on each side). Compared with the typical thickness of AlSi coatings (30 to 75 g/m2 on each side), thinner coatings are preferred for bendability (see Table 6).W-28More information about these oxidation resistant PHS grades, as well as a 1200 MPa version intended for applications benefiting from enhanced crash energy absorption, can be found in Citation L-60.
A research team, including Volkswagen Group Innovation, have recently developed 37SiB6 steel. They named the grade as SIBORA (Silicon – Boron alloyed steel with Retained Austenite). The grade when hot stamped has a yield strength of approximately 1600 MPa and a tensile strength of 2050 MPa. The microstructure has 3-5% retained austenite, giving it a very high total elongation of 10% (A80, measured on an ISO Type 2, 20×80 tensile specimen). The research team also developed a process called BQP, Bainitizing, Quenching and Partitioning. With this method, several strength-ductility levels can be achieved from the same alloy.O-15 BQP process is explained in the next section under Single Alloy Concepts.
Figure 19: 37SiB6, also known as SIBORA, before and after hot stamping (re-created after O-15).
Single Alloy Concepts
In 2021, a research group from China came up with the Uni-Steel proposal, where the whole car body can be built by using a single alloy concept. The material is similar to 22MnB5 but has higher Cr and Si content, and some Nb alloying. When hot stamped, the material would have a yield strength of 1400 MPa (typical) and tensile strength of 1600 MPa (thus named as PHS1600 in Figure 20a). When different heat treatments are applied, the material can be as soft as 420 MPa yield / 600 MPa tensile. This is named as HSLA in Figure 20a. The authors specified 6 different process routes, ending up 6 different material specs as shown in Figure 20. There was also a car body design made of single alloy, different strength levels, as shown in Figure 20c.L-68
Figure 20: Uni-Steel concept: (a) Different variants, b) their engineering stress-strain curves, (c) a concept BIW design using these variants (re-created after L-68).
SIBORA, or 37SiB6, can also be processed using a Bainitizing, Quenching and Partitioning (BQP) process to generate different variants. In the BQP process, the sheet metal is first austenitized around 930°C and then rapidly cooled to bainitizing temperature, between 360 and 460°C, as seen in Figure 21a. The bainitizing temperature and time affect tensile properties. By tailoring both variables, tensile strength can be altered between 1150 and 2050 MPa, total elongation can be altered between 19% and 9%, Figure 21b.O-15
Figure 21: (a) Schematic time-temperature curve of BQP process, (b) several variants of SIBORA (37SiB6) using hot stamping and BQP process routes (both re-created after L-15).
Other Steels for Press Hardening Process
In recent years, many new steel grades are under evaluation for use with the press hardening process. Few, if any, have reached mass production, and are instead in the research and development phase. These grades include:
Studies of press hardening of stainless steels primarily focus on martensitic grades (i.e., AISI SS400 series).M-36, H-42, B-40, M-37, F-30 As seen in Figure 22, martensitic stainless steels may have higher formability at elevated temperatures, compared to PHS1500 (22MnB5). Other advantages of stainless steels are:
No scale formation at high temperatures, no controlled atmosphere is required in the furnaceL-70
better corrosion resistance of the final partM-37,
allow higher heating rates (i.e., induction heating), since the blanks are uncoated (no rules for coating diffusion) F-30,L-70
possibility of air hardening – allowing the multi-step process — as seen in Figure 23aH-42,
Disadvantages include (a) higher material cost, (b) higher furnace temperature (up to around 1050-1150 °C – see Table 6), and (c) high Cr content would significantly reduce weldability.M-37, F-30 As of 2025, there are only two commercially available stainless steel grades specifically developed for press hardening process.A-85At least one more stainless steel maker have also developed a grade for hot stamping (420C), however, it was not listed in their commercial offerings, as of 2025.
Figure 22: Tensile strength and total elongation variation with temperature of (a) PHS1500 = 22MnB5M-38 and (b) martensitic stainless steel.M-36
Figure 23: (a) Critical cooling rate comparison of 22MnB5 and AISI SS410 (re-created after Citation H-42, (b) Room temperature forming limit curve comparison of DP600 and modified AISI SS410 (re-created after Citation M-37.
Final mechanical properties of stainless steels after press hardening process are typically superior to 22MnB5, in terms of elongation and energy absorbing capacity. Figure 24 illustrates engineering stress-strain curves of the two commercially available grades (1.6065 and 1.4064), and compares them with the 22MnB5 and a duplex stainless steel (Austenite + Martensite after press hardening and tempering). The duplex grade was also developed by a stainless steel maker, but is still not commercially available. These grades may also have bake hardening effect, abbreviated as BH0, as there will be no cold deformation.B-40, M-37, F-30
Figure 24: Engineering Stress-Strain curves of press hardened stainless steels, compared with 22MnB5 (re-created after Citations B-40, M-37, F-30, B-41).
Table 6: Summary of mechanical properties of press hardenable stainless steel grades. Typical values are indicated with “~”. (Table generated from Citations B-40, M-37, F-30, and D-46.)
Terminology
Furnace
Temperature
(Theat)
[°C]
Secondary
Tempering
Proof Strength
(Rp0.2)
[MPa]
Tensile Strength
(Rm or σUTS)
[MPa]
Elongation
(A*)
[%]
VDA Bending
Angle **
(α) [°]
1.4034
420C
1150
400°C, 5 min.
1100-1300
1700-1850
12-16
–
1.4003
410L
950
–
~830
~1020
~7
–
1.4021
420
1030
–
~1125
~1750
~5
–
1.4021
420
1030
600°C, 10 min.
~930
~1090
~9
–
1.6065
Modified 410
1050
–
~1200
~1600
≥7
~70
1.6065
Modified 410
950
–
~870
~1130
≥10
~100
** VDA Bending angle may depend on thickness and method of measurement (α0 or αM)
Other than these, there is also a study where 27MnB5 was cladded with AISI 304 on both top and bottom. This study is explained in detail in Composite Steels section.
Medium-Mn Steels
Medium-Mn steels typically contain 3 to 12 weight-% manganese alloying.D-27, H-30, S-80, R-16, K-35 Although these steels were originally designed for cold stamping applications, there are numerous studies related to using them in the press hardening process as well.H-30 Several advantages of medium-Mn steels in press hardening are:
Austenitization temperature may be significantly lower than compared to 22MnB5, as indicated in Figure 19.H-30, S-80 Thus, using medium-Mn steels may save energy in heating process.M-39 Lower heating temperature may also help reducing the liquid-metal embrittlement risk of Zn-coated blanks. It also may reduce oxidation and decarburization of uncoated blanks.S-80
Martensitic transformation can occur at low cooling rates. Simpler dies could be used with less or no cooling channels. In some grades, air hardening may be possible. Thus, multi-step process could be employed.S-80, B-14
Some retained austenite may be present at the final part, which can enhance the elongation, through the TRIP effect. This, in turn, improves toughness significantly.S-80, B-14
Figure 25: Effect of Mn content on equilibrium transformation temperatures (re-created after Citations H-30, B-14).
The change in transformation temperatures with Mn-alloying was calculated using ThermoCalc software.H-30 As seen in Figure 25, as Mn alloying is increased, austenitization temperatures are lowered.H-30 For typical 22MnB5 stamping containing 1.1 to 1.5 % Mn, furnace temperature is typically set at 930 °C in mass production. The multi-step material 22MnSiB9-5 has slightly higher Mn levels (2.0 to 2.4 %), so the furnace temperature could be reduced to 890 °C. As also indicated in Table 6, the furnace temperature could be further lowered to 650°C in hot forming of medium-Mn steels.
A study in the EU showed that if the maximum furnace temperature is 930 °C, which is common for 22MnB5, natural gas consumption will be around 32 m3/hr. In the study, two new medium-Mn steels were developed, one with 3 wt.% Mn and the other with 5 wt% Mn. These grades had lower austenitization temperature, and the maximum furnace set temperature could be reduced to 808 °C and 785 °C, respectively. Experimental data shows that at 808 °C natural gas consumption was reduced to 19 m3/hr, and at 785 °C to 17 m3/hr.M-39 In Figure 26, experimental data is plotted with a curve fit. Based on this model, it was estimated that by using 22MnSiB9-5, furnace gas consumption may be reduced by 15%.
Figure 26: Effect of maximum furnace set temperature (at the highest temperature furnace zone) on natural gas consumption (raw data from Citation M-39).
Lower heating temperature of medium-Mn steels may also help reducing the liquid-metal embrittlement risk of Zn-coated blanks. It also may reduce oxidation and decarburization of uncoated blanks.S-80
Medium-Mn steels may have high yield-point elongation (YPE), with reports of more than 5% after hot stamping. Mechanical properties may be sensitive to small changes in temperature profile. As seen in Figure 27, all studies with medium-Mn steel have a unique stress-strain curve after press hardening. This can be explained by:
differences in the chemistry,
thermomechanical history of the sheet prior to hot stamping,
heating rate, heating temperature (see Figure 28), and soaking time, and
secondary heat treatments such as quenching and partitioning.W-41
In a recent study, various heating temperatures were examined. As seen in Figure 28, both the stress-strain behavior and the phase fractions change significantly with heating temperature.W-42
Figure 27: Engineering Stress-Strain curves of several press hardened medium-Mn steels, compared with 22MnB5. See Table 7 for an explanation of each tested material (re-created after Citations S-80,L-37, W-30, L-38).
Figure 28: Engineering stress-strain curves of 4% Mn steel, heated to different temperature (760. 800 and 840°C). Phase fractions are also affected by the heating temperature (re-created after W-42).
Table 7: Summary of mechanical properties of press hardenable Medium-Mn grades shown in Figure 27.
Typical values are indicated with “~”.
Toughness is calculated as the area under the engineering stress-strain curve.
Items 4 and 5 also were annealed at different temperatures and therefore have different thermomechanical history.
Note that these grades are not commercially available.
Based on Citations L-38, W-30, L-37, S-80, and W-42.
TriBond ® is the name given to a family of steel composites.T-32 Here, three slabs (one core material (60 to 80% of the thickness) and two cladding layers) are surface prepared, stacked on top of each other, and welded around the edges. The stack is hot rolled to thickness. Cold rolling could also be applied. Initially, TriBond ® was designed for wear-resistant cladding and ductile core materials.
The original design was optimized for hot stamping.B-14 The core material, where bending strains are lower than the outer layers, is made from generic 22MnB5 (PHS1500). Outer layers are made with PQS450. The stack is cold rolled, annealed and AlSi coated.Z-9 Two grades are developed, differing by the thickness distribution between the layers, as shown in Figure 29.R-14
Figure 29: Sample microsections of the conventional hot stamping grade PHS1500+AS, the high strength composite Tribond® 1400 and the high energy absorbing composite Tribond® 1200. The Tribond® 1200 microsection is experimental and is taken from Citation R-14. The other two images are renditions created by the author for explanation purposes. (re-created after Citations R-14, R-15)
Total elongation of the composite steel is not improved, compared to PHS1500, as shown in Figure 30. The main advantage of the composite steels is their higher bendability, as seen in Table 8. Crashboxes, front and rear rails, seat crossmembers and similar components experience axial crush loading in the event of a crash. In axial crush, Tribond® 1200 saved 15% weight compared to DP780 (CR440Y780T-DP). The bending loading mode effects B-pillars, bumper beams, rocker (sill) reinforcements, side impact door beams, and similar components during a crash. In this bending mode, Tribond® 1400 saved 8 to 10% weight compared to regular PHS1500. Lightweighting cost with Tribond® 1400 was calculated as €1.50/kgsaved.G-37, P-26
Figure 30: Engineering Stress-Strain curves of core layer, outer layer and the composite steel (re-created after Citation P-26).
In 2021, two German universities developed a similar composite steel, this time the core was 27MnCrB5-2 with stainless steel 1.4301 (AISI 304) claddings at the top and bottom. The details of the study is summarized in Table 8.K-63
Table 8: Summary of composite steels and comparison with conventional PHS and PQS grades.
Typical values are indicated with “~”. (Table re-created after Citations B-14 and K-63.)
Grade
Composition
through
thickness
Proof Strength
(Rp0.2)
[MPa]
Tensile Strength
(Rm or σUTS)
[MPa]
Elongation
(A80)
[%]
Bending
angle (α) [°]
PQS450
100% PQS450
~400
~550
~17
140-155
Tribond ® 1200
20% PQS450
60% PHS1500
20% PQS450
≥730
≥1100
≥5
≥135
Tribond ® 1400
10% PQS450
80% PHS1500
10% PQS450
≥890
≥1300
≥5
≥75
PHS1500
100% PHS1500
≥1000
≥1400
≥5
≥55
AISI304
100% AISI 304
~300
~640
–
–
Composite Steel
12.5% AISI 304
75% 27MnCrB5-2
12.5% AISI304
~820
1300
–
–
27MnCrB5-2
100% ‘7MnCrB5-2
~1020
~1500
–
–
* Graphs in this article are for information purposes only. Production materials may have different curves. Consult the Certified Mill Test Report and/or characterize your current material with an appropriate test (such as a tensile, bending, hole expansion, or crash test) test to get the material data pertaining to your current stock.
For more information on Press Hardened Steels, see these pages:
Dual Phase (DP) steels have a microstructure consisting of a ferritic matrix with martensitic islands as a hard second phase, shown schematically in Figure 1. The soft ferrite phase is generally continuous, giving these steels excellent ductility. When these steels deform, strain is concentrated in the lower-strength ferrite phase surrounding the islands of martensite, creating the unique high initial work-hardening rate (n-value) exhibited by these steels. Figure 2 is a micrograph showing the ferrite and martensite constituents.
Figure 1: Schematic of a Dual Phase steel microstructure showing islands of martensite in a matrix of ferrite.
Figure 2: Micrograph of Dual Phase Steel
Hot rolled DP steels do not have the benefit of an annealing cycle, so the dual phase microstructure must be achieved by controlled cooling from the austenite phase after exiting the hot strip mill finishing stands and before coiling. This typically requires a more highly alloyed chemistry than cold rolled DP steels require. Higher alloying is generally associated with a change in welding practices.
In one possible approach, after exiting the last finishing stand of the hot rolling mill, controlled cooling facilitates the nucleation of ferrite. Then a more rapid cooling fast enough to avoid bainite formation is needed to reach the Ms (martensite start) temperature and begin nucleating martensite from the austenite that had not transformed to ferrite.
Continuously annealed cold-rolled and hot-dip coated Dual Phase steels are produced by controlled cooling from the two-phase ferrite plus austenite (α + γ) region to transform some austenite to ferrite before a rapid cooling transforms the remaining austenite to martensite. Due to the production process, small amounts of other phases (bainite and retained austenite) may be present.
Higher strength dual phase steels are typically achieved by increasing the martensite volume fraction. Depending on the composition and process route, steels requiring enhanced capability to resist cracking on a stretched edge (as typically measured by hole expansion capacity) can have a microstructure containing significant quantities of bainite.
The work hardening rate plus excellent elongation creates DP steels with much higher ultimate tensile strengths than conventional steels of similar yield strength. Figure 3 compares the engineering stress-strain curve for HSLA steel to a DP steel curve of similar yield strength. The DP steel exhibits higher initial work hardening rate, higher ultimate tensile strength, and lower YS/TS ratio than the HSLA with comparable yield strength. Additional engineering and true stress-strain curves for DP steel grades are presented in Figures 4 and 5.
Figure 3: A comparison of stress strain curves for mild steel, HSLA 350/450, and DP 350/600K-1
Figure 4: Engineering stress-strain curves for a series of DP steel grades.S-5, V-1 Sheet thicknesses: DP 250/450 and DP 500/800 = 1.0mm. All other steels were 1.8-2.0mm.
Figure 5: True stress-strain curves for a series of DP steel grades.S-5, V-1 Sheet thicknesses: DP 250/450 and DP 500/800 = 1.0mm. All other steels were 1.8-2.0mm.
The volume fraction, morphology, and distribution of the martensite in the ferrite matrix is responsible for the mechanical properties of dual phase (DP) steels. The intercritical annealing temperature, cooling rate, and alloy content affect the martensite volume fraction in the finished product.
Martensite can have different appearances (morphologies) in the microstructure including needle-like, granular, and equiaxed, and these impact the strength and ductility of DP steels. The most favorable balance of strength and ductility usually is associated with a uniform distribution of equiaxed martensite islands.
These properties influence the hole expansion ratio, which measures the expandability of a sheared edge. The amount of carbon in martensite controls martensite hardness relative to the ferrite, and a greater hardness difference between martensite and ferrite is associated with decreased HER values.
The number of martensite colonies per unit area has a positive correlation with sheared edge stretchability, indicating that there is a greater dispersion of these islands of this high-hardness phase. A more homogeneous microstructure is known to have better HER and sheared-edge formability properties.T-57.
Although dual phase steels are more formable than HSLA steels at the same tensile strength, there is a greater risk of cut edge fractures forming and propagating during stretch flanging. This is due to the hardness difference between the ferrite and martensite phases.
In these steels, micro-voids form at the interface between the soft phase and hard phase at the sheared edge (Figure 6), and can fracture during flanging under tension. Reducing the hardness difference of the microstructural components is one approach to improve edge fracture resistance, which is one of the merits of using complex phase steels.
Figure 6: Microstructure at the punched edge of a DP steel.M-75
DP and other AHSS also have a bake hardening effect that is an important benefit compared to conventional higher strength steels. The extent of the bake hardening effect in AHSS depends on an adequate amount of forming strain for the specific chemistry and thermal history of the steel.
In DP steels, carbon enables the formation of martensite at practical cooling rates by increasing the hardenability of the steel. Manganese, chromium, molybdenum, vanadium, and nickel, added individually or in combination, also help increase hardenability. Carbon also strengthens the martensite as a ferrite solute strengthener, as do silicon and phosphorus. These additions are carefully balanced, not only to produce unique mechanical properties, but also to maintain the generally good resistance spot welding capability. However, when welding the higher strength grades (DP 700/1000 and above) to themselves, the spot weldability may require adjustments to the welding practice.
Dual Phase Steel for Exposed Panels
In recent decades, bake hardenable steels have been a common choice for outer surface panels. Many of these applications center around grades with yield strength of approximately 200 MPa and tensile strength below approximately 400 MPa. Work hardening (strengthening occurring from forming) combined with bake hardening (strengthening from the paint curing cycle during automotive production) usually adds around 70 to 100 MPa to the yield strength, enhancing the dent resistance of these panels.
To further support the lightweighting efforts of the automobile industry, steelmakers have developed dual phase steels with appropriate surface characteristics for exposed panel applications. The benefits of deploying dual phase steels in these applications include a higher yield strength from the steel mill (300 MPa minimum yield strength) and a greater strengthening increase from bake hardening (typically more than 100 MPa) in addition to the work hardening from forming. The strengthening increase allows the automaker to downgauge the sheet thickness to as low as 0.55 mm and maintain adequate dent resistance. More information on the bake hardenability of exposed quality dual phase steels can be found here.
The primary grade in this category can be described as HC300/500DPD+Z, where HC indicates that it is high strength cold rolled steel, 300/500 represents the minimum yield and tensile strength in MPa, DPD is “dual phase deep drawing,” and Z indicates that it is galvanized.
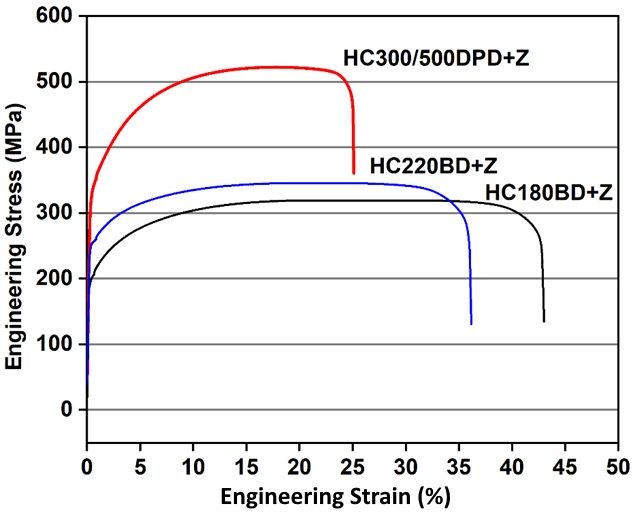
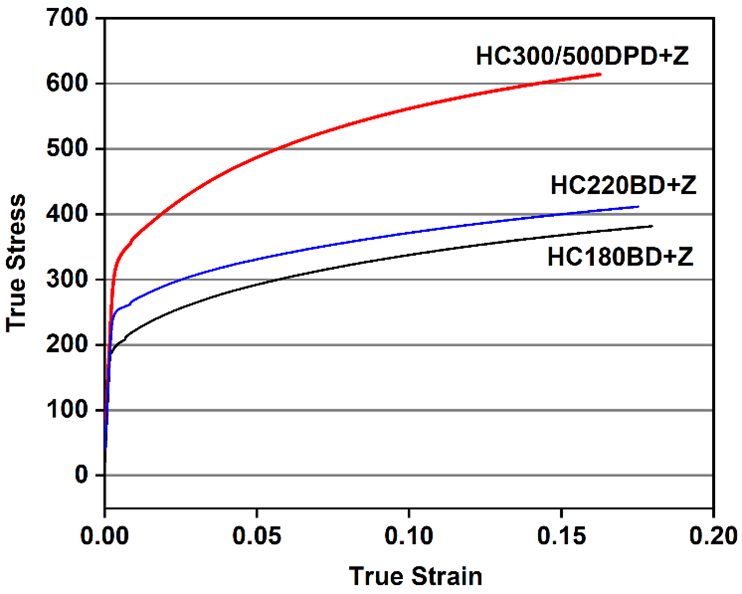
The dual phase steel exhibits a higher tensile strength and greater work hardening (n-value) – especially in the 4% to 6% range that coincides with the strain range associated with stamping automotive outer panels.
Figure 7: Engineering stress-strain curves for 0.6 mm HC300Y/500T-DPD+Z (galvanized 500 DP in red), 0.75 mm HC220BD+Z (galvanized 220 BH in blue), and 0.65 mm HC180BD+Z (galvanized 180 BH in black).
Figure 8: True stress-strain curves for 0.6 mm HC300Y/500T-DPD+Z (galvanized 500 DP in red), 0.75 mm HC220BD+Z (galvanized 220 BH in blue), and 0.65 mm HC180BD+Z (galvanized 180 BH in black).
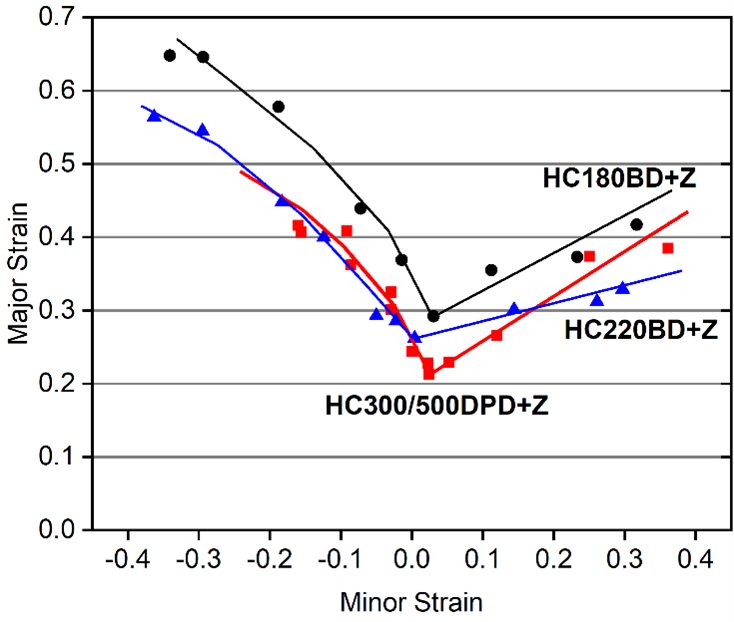
Figure 9 compares the forming limit curve for HC300/500DPD+Z steel to those of the typical bake hardenable grades. The dual phase grade has comparable to slightly less necking resistance than HC220BD+Z, a bake hardenable steel with 220 MPa minimum tensile strength. The necking resistance of HC180BD+Z is greater than both other grades.
Figure 9: Forming limit curves for 0.6 mm HC300Y/500T-DPD+Z (galvanized 500 DP in red), 0.75 mm HC220BD+Z (galvanized 220 BH in blue), and 0.65 mm HC180BD+Z (galvanized 180 BH in black).
While the thickness reduction offered by HC300/500DPD+Z benefits lightweighting, there is also an associated loss of stiffness. This reduced stiffness typically limits how thin automakers will specify for surface panels, rather than steel mill capabilities.
However, the lower stiffness, higher yield strength, and lower formability negatively influence dimensional accuracy and may contribute to welding challenges. Many of these challenges can be addressed virtually using metal forming simulation.
Examples of current production grades of DP steels and typical automotive applications include:
DP 300/500
Roof outer, door outer, body side outer, package tray, floor panel
DP 350/600
Floor panel, hood outer, body side outer, cowl, fender, floor reinforcements
DP 500/800
Body side inner, quarter panel inner, rear rails, rear shock reinforcements
Some of the specifications describing uncoated cold rolled 1st Generation dual phase (DP) steel are included below, with the grades typically listed in order of increasing minimum tensile strength and ductility. Different specifications may exist which describe hot or cold rolled, uncoated or coated, or steels of different strengths. Many automakers have proprietary specifications which encompass their requirements.
ASTM A1088, with the terms Dual phase (DP) steel Grades 440T/250Y, 490T/290Y, 590T/340Y, 780T/420Y, and 980T/550YA-22
EN 10338, with the terms HCT450X, HCT490X, HCT590X, HCT780X, HCT980X, HCT980XG, and HCT1180XD-6
JIS G3135, with the terms SPFC490Y, SPFC540Y, SPFC590Y, SPFC780Y and SPFC980YJ-3
JFS A2001, with the terms JSC590Y, JSC780Y, JSC980Y, JSC980YL, JSC980YH, JSC1180Y, JSC1180YL, and JSC1180YHJ-23
VDA 239-100, with the terms CR290Y490T-DP, CR330Y590T-DP, CR440Y780T-DP, CR590Y980T-DP, and CR700Y980T-DPV-3
SAE J2745, with terms Dual Phase (DP) 440T/250Y, 490T/290Y, 590T/340Y, 6907/550Y, 780T/420Y, and 980T/550YS-18
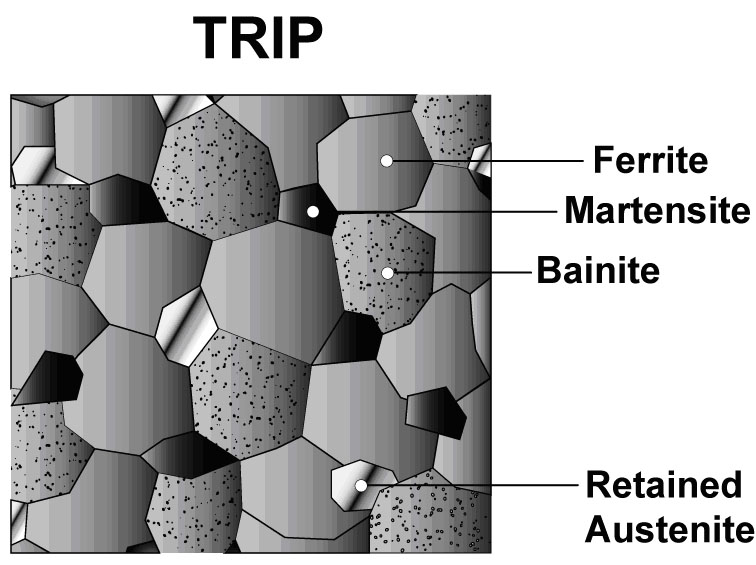
The microstructure of Transformation Induced Plasticity (TRIP) steels contains a matrix of ferrite, with retained austenite, martensite, and bainite present in varying amounts. Production of TRIP steels typically requires the use of an isothermal hold at an intermediate temperature, which produces some bainite. Higher silicon and carbon content of TRIP steels result in significant volume fractions of retained austenite in the final microstructure. Figure 1 shows a schematic of TRIP steel microstructure, with Figure 2 showing a micrograph of an actual sample of TRIP steel. Figure 3 compares the engineering stress-strain curve for HSLA steel to a TRIP steel curve of similar yield strength.
Figure 1: Schematic of a TRIP steel microstructure showing a matrix of ferrite, with martensite, bainite and retained austenite as the additional phases.
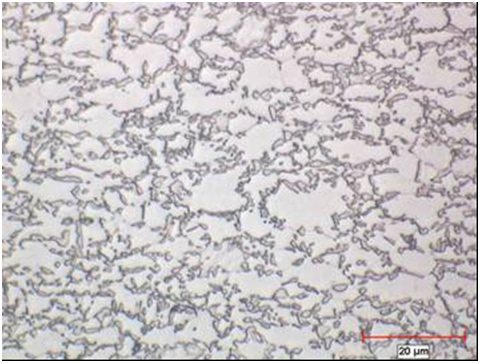
Figure 2: Micrograph of Transformation Induced Plasticity steel.
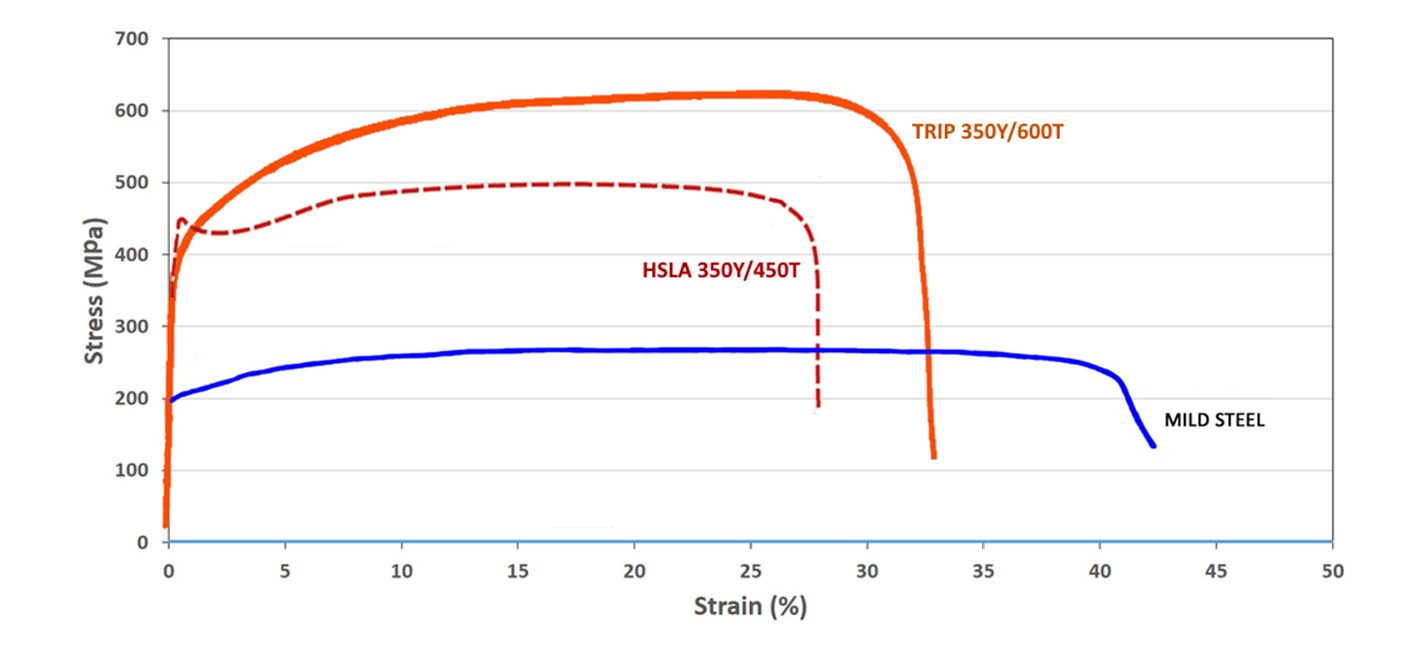
Figure 3: A comparison of stress strain curves for mild steel, HSLA 350/450, and TRIP 350/600.K-1
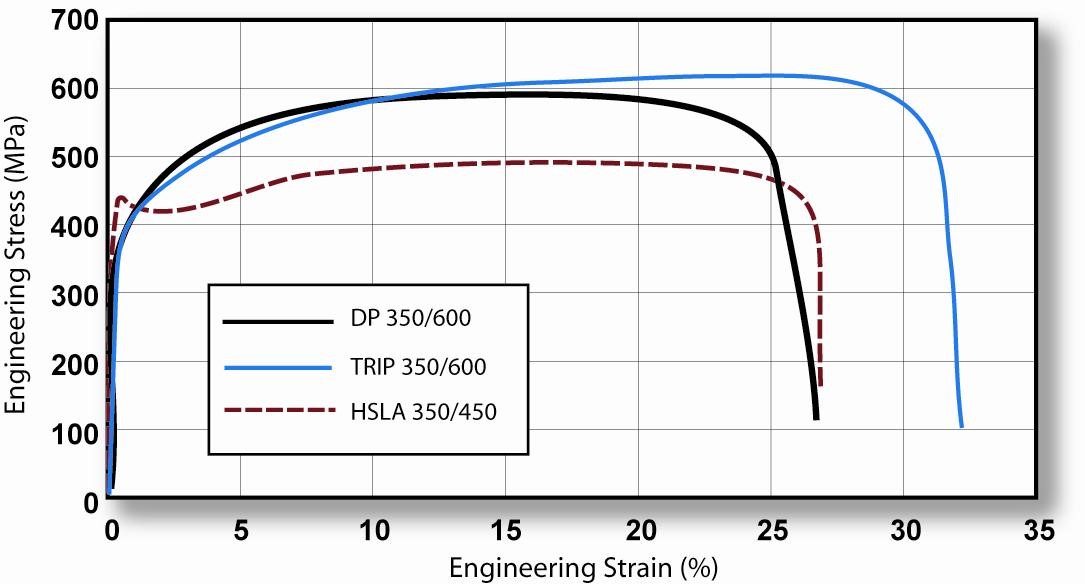
During deformation, the dispersion of hard second phases in soft ferrite creates a high work hardening rate, as observed in the DP steels. However, in TRIP steels the retained austenite also progressively transforms to martensite with increasing strain, thereby increasing the work hardening rate at higher strain levels. This is known as the TRIP Effect. This is illustrated in Figure 4, which compares the engineering stress-strain behavior of HSLA, DP and TRIP steels of nominally the same yield strength. The TRIP steel has a lower initial work hardening rate than the DP steel, but the hardening rate persists at higher strains where work hardening of the DP begins to diminish. Additional engineering and true stress-strain curves for TRIP steel grades are shown in Figure 5.
Figure 4: TRIP 350/600 with a greater total elongation than DP 350/600 and HSLA 350/450. K-1
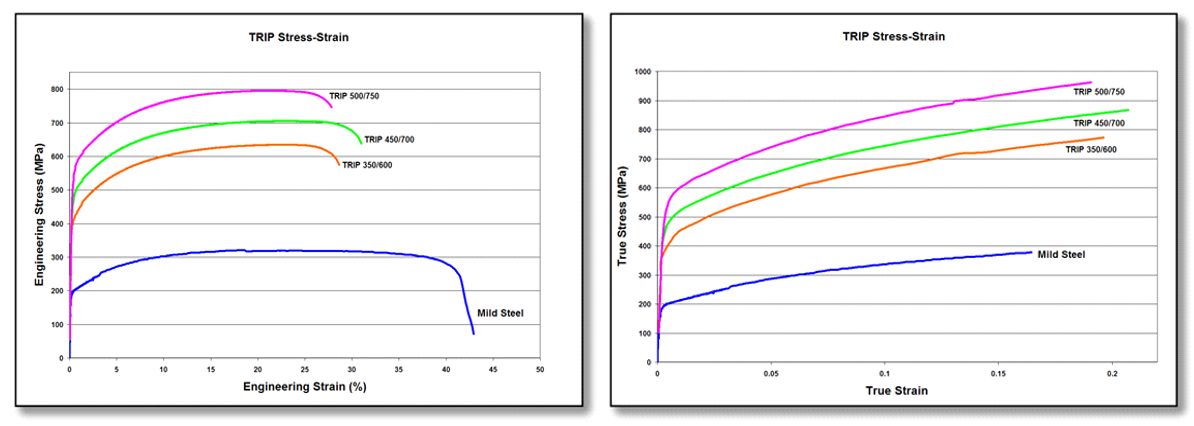
Figure 5: Engineering stress-strain (left graphic) and true stress-strain (right graphic) curves for a series of TRIP steel grades. Sheet thickness: TRIP 350/600 = 1.2mm, TRIP 450/700 = 1.5mm, TRIP 500/750 = 2.0mm, and Mild Steel = approx. 1.9mm. V-1
The strain hardening response of TRIP steels are substantially higher than for conventional HSS, resulting in significantly improved formability in stretch deformation. This response is indicated by a comparison of the n-value for the grades. The improvement in stretch formability is particularly useful when designers take advantage of the improved strain hardening response to design a part utilizing the as-formed mechanical properties. High n-value persists to higher strains in TRIP steels, providing a slight advantage over DP in the most severe stretch forming applications.
Austenite is a higher temperature phase and is not stable at room temperature under equilibrium conditions. Along with a specific thermal cycle, carbon content greater than that used in DP steels are needed in TRIP steels to promote room-temperature stabilization of austenite. Retained austenite is the term given to the austenitic phase that is stable at room temperature.
Higher contents of silicon and/or aluminum accelerate the ferrite/bainite formation. These elements assist in maintaining the necessary carbon content within the retained austenite. Suppressing the carbide precipitation during bainitic transformation appears to be crucial for TRIP steels. Silicon and aluminum are used to avoid carbide precipitation in the bainite region.
The carbon level of the TRIP alloy alters the strain level at which the TRIP Effect occurs. The strain level at which retained austenite begins to transform to martensite is controlled by adjusting the carbon content. At lower carbon levels, retained austenite begins to transform almost immediately upon deformation, increasing the work hardening rate and formability during the stamping process. At higher carbon contents, retained austenite is more stable and begins to transform only at strain levels beyond those produced during forming. At these carbon levels, retained austenite transforms to martensite during subsequent deformation, such as a crash event.
TRIP steels therefore can be engineered to provide excellent formability for manufacturing complex AHSS parts or to exhibit high strain hardening during crash deformation resulting in excellent crash energy absorption.
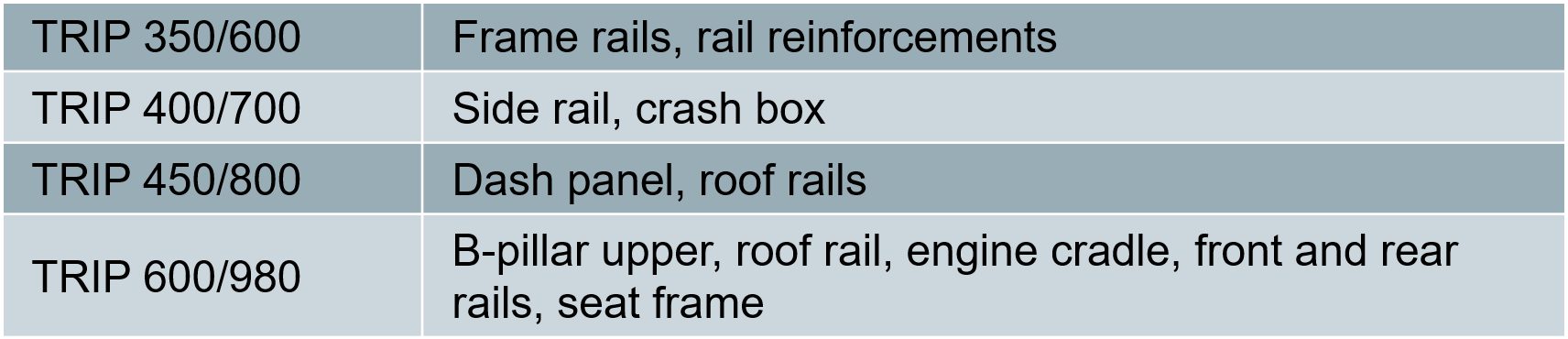
The additional alloying requirements of TRIP steels degrade their resistance spot-welding behavior. This can be addressed through weld cycle modification, such as the use of pulsating welding or dilution welding. Table 1 provides a list of current production grades of TRIP steels and example automotive applications:
Table 1: Current Production Grades Of TRIP Steels And Example Automotive Applications.
Some of the specifications describing uncoated cold rolled 1st Generation transformation induced plasticity (TRIP) steel are included below, with the grades typically listed in order of increasing minimum tensile strength and ductility. Different specifications may exist which describe hot or cold rolled, uncoated or coated, or steels of different strengths. Many automakers have proprietary specifications which encompass their requirements.
• ASTM A1088, with the terms Transformation induced plasticity (TRIP) steel Grades 690T/410Y and 780T/440YA-22
• JFS A2001, with the terms JSC590T and JSC780TJ-23
• EN 10338, with the terms HCT690T and HCT780TD-18
• VDA 239-100, with the terms CR400Y690T-TR and CR450Y780T-TRV-3
• SAE J2745, with terms Transformation Induced Plasticity (TRIP) 590T/380Y, 690T/400Y, and 780T/420YS-18
Transformation Induced Plasticity Effect
Austenite is not stable at room temperature under equilibrium conditions. An austenitic microstructure is retained at room temperature with the combined use of a specific chemistry and controlled thermal cycle.
Deformation from sheet forming or from crash impact provides the necessary energy to allow the crystallographic structure to change from austenite to martensite. There is insufficient time and temperature for substantial diffusion of carbon to occur from carbon-rich austenite, which results in a high-carbon (high strength) martensite after transformation. Strengthening also occurs from the dislocations formed in the adjacent ferrite required to accommodate the volume increase associated with the austenite-to-martensite transformation.
Transformation to high strength martensite continues as deformation increases, as long as retained austenite (RA) is still available to be transformed. Optimal combinations of strength and ductility are obtained when the retained austenite stability is such that the transformation to martensite occurs gradually with increasing strain.
In these grades, increasing the stability of the retained austenite phase delays the austenite-to-martensite transformation to higher strain levels, further promoting formability improvements.
Several factors may promote higher RA stability, including additions of carbon (C) and manganese (Mn). Smaller austenite grains lower the martensite start temperature (Ms) and the number of martensite nucleation sites in each grain, and as such more energy (strain) is needed to start the transformation.
Additions of silicon (Si), chromium (Cr), and aluminum (Al) are also beneficial to achieving the TRIP effect since each of these elements suppress cementite (iron carbide, Fe3C) formation and thereby allows for carbon enrichment of austenite.
However, Mn, Si, Cr, and Al all form oxides on the steel surface that hinder galvanizing and paintability associated with the e-coat layer. Steelmakers typically choose an alloy development and processing strategy which minimizes the detrimental effects of these oxides.
Temperature also has an effect, not only from the paint-bake temperatures of approximately 170 °C, but from galvanizing at close to 500 °C. Citation Z-20 studied the effects of temperature on 0.1%C-5%Mn Medium Manganese steels and found that while tensile strength was relatively independent with temperature, ductility slightly decreases as the temperature is raised from room temperature to 400 °C, but drops off substantially by 500 °C. To retain the formability benefits associated with RA grades, the article recommends galvanizing at temperatures below 400 °C.
In addition to the paint-bake and galvanizing temperatures, adiabatic heating from forming (including shearing and stamping) impact properties. The temperature during forming can be influenced by the starting ambient temperature, the plastic energy dissipation, the latent heat of transformation and by conduction and convection to the environment.M-76
While deforming a metal, most of the energy is dissipated in the form of heat while only a small amount is stored. Austenite-to-martensite transformation kinetics are highly influenced by temperature, and the heating effects associated with mechanically-induced transformation can lead to a severe reduction in ductility.
The temperature rise due to dissipation is not negligible and since the TRIP effect is extremely sensitive to temperature, there is a need for a model to predict this behavior well. Such a model is described in Citation M-76, which reviews that retained austenite stability is a function of several parameters such as temperature; carbon content and alloying elements; austenite grain size and morphology; austenite grain orientation and distribution within the microstructure; and hydrostatic pressure.
Complex Phase (CP) steels combine high strength with relatively high ductility. The microstructure of CP steels contains small amounts of martensite, retained austenite and pearlite within a ferrite/bainite matrix. A thermal cycle that retards recrystallization and promotes Titanium (Ti), Vanadium (V), or Niobium (Nb) carbo-nitrides precipitation results in extreme grain refinement. Minimizing retained austenite helps improve local formability, since forming steels with retained austenite induces the TRIP effectproducing hard martensite.F-11
The balance of phases, and therefore the properties, results from the thermal cycle, which itself is a function of whether the product is hot rolled, cold rolled, or produced using a hot dip process. CitationP-18indicates that galvannealed CP steels are characterized by low yield value and high ductility, whereas cold rolled CP steels are characterized by high yield value and good bendability. Typically these approaches require different melt chemistry, potentially resulting in different welding behavior.
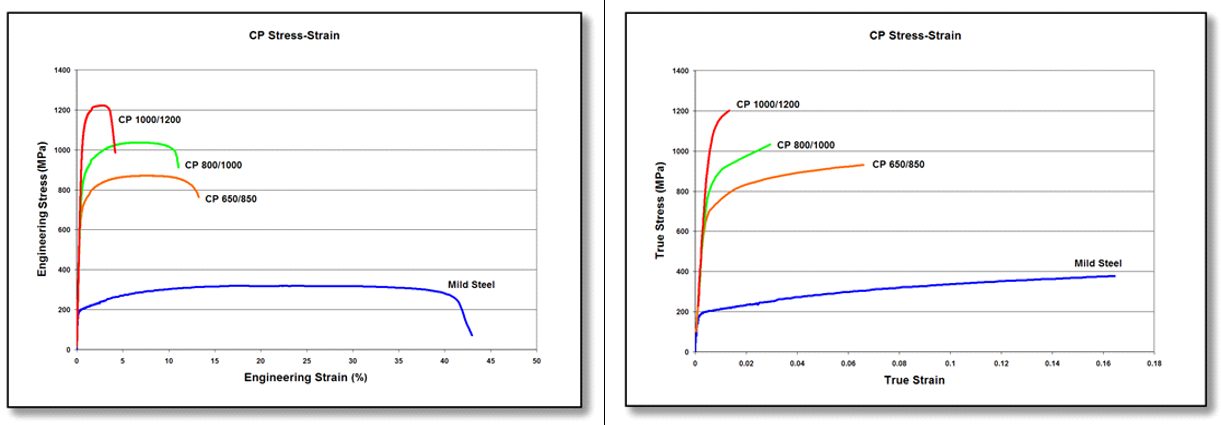
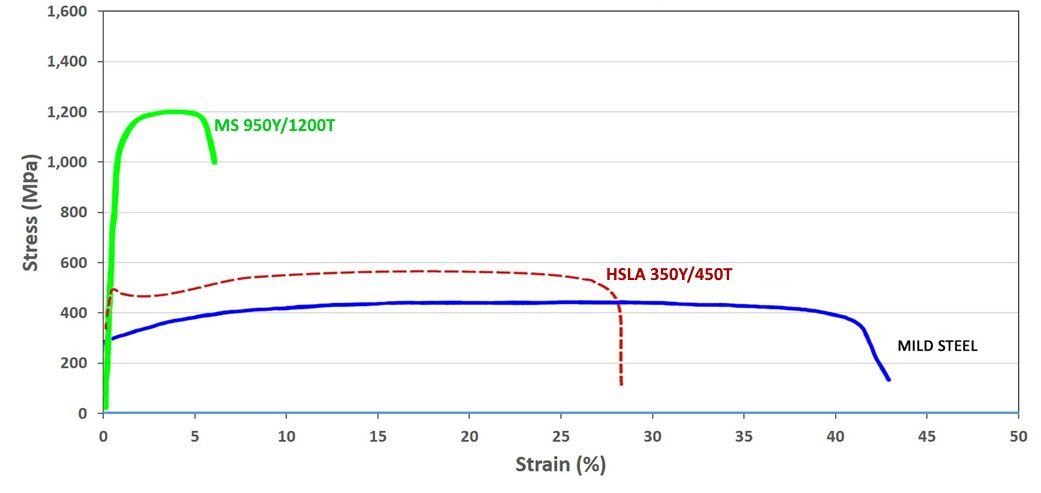
CP steel microstructure is shown schematically in Figure 1, with the grain structure for hot rolled CP 800/1000 shown in Figure 2. The engineering stress-strain curves for mild steel, HSLA steel, and CP 1000/1200 steel are compared in Figure 3.
Figure 1: Schematic of a complex phase steel microstructure showing martensite and retained austenite in a ferrite-bainite matrix.
Figure 2: Micrograph of complex phase steel, HR800Y980T-CP.C-14
Figure 3: A comparison of stress strain curves for mild steel, HSLA 350/450, and CP 1000/1200.
DP and TRIP steels do not rely on precipitation hardening for strengthening, and as a result, the ferrite in these steels is relatively soft and ductile. In CP steels, carbo-nitride precipitation increases the ferrite strength. For this reason, CP steels show significantly higher yield strengths than DP steels at equal tensile strengths of 800 MPa and greater. Engineering and true stress-strain curves for CP steel grades are shown in Figure 4.
Figure 4: Engineering stress-strain (left graphic) and true stress-strain (right graphic) curves for a series of CP steel grades. Sheet thickness: CP650/850 = 1.5mm, CP 800/1000 = 0.8mm, CP 1000/1200 = 1.0mm, and Mild Steel = approx. 1.9mm.V-1
Table 1 compares galvannealed Dual Phase and Complex Phase steels having similar tensile strength and elongation as measured in a tensile test. The characteristics with the biggest difference are the yield strength and the hole expansion ratio which is a measure of cut-edge stretchability.
In the VDA-238 bending test, 980 DP exhibited a significant fracture with a bending angle of 67°. The 980 CP showed no fracture at 80°, and was capable of bending to over 100° before fracturing, Figure 5.N-33 The galvannealed 980 CP suppressed crack generation in axial crushing deformation to a much greater degree than the 980 DP.
Figure 5. Bendability of 980 DP (sample A) and 980 CP (sample B).N-33
Examples of typical automotive applications benefitting from these high strength steels with good local formabilityinclude frame rails, frame rail and pillar reinforcements, transverse beams, fender and bumper beams, rocker panels, and tunnel stiffeners.
Some of the specifications describing uncoated cold rolled 1st Generation complex phase (CP) steel are included below, with the grades typically listed in order of increasing minimum tensile strength and ductility. Different specifications may exist which describe hot or cold rolled, uncoated or coated, or steels of different strengths. Many automakers have proprietary specifications which encompass their requirements.
ASTM A1088, with the terms Complex phase (CP) steel Grades 600T/350Y, 780T/500Y, and 980T/700Y A-22
EN 10338, with the terms HCT600C, HCT780C, and HCT980C D-18
VDA239-100, with the terms CR570Y780T-CP,CR780Y980T-CP, and CR900Y1180T-CPV-3























![Figure 13: PHS1000 applications: (left) Door ring of Tesla Model Y (SOP 2020) [Citations B-79 and A-84], (right) Door ring of Voyah Dream (SOP 2022). [Citation H-70].](https://ahssinsights.org/wp-content/uploads/2025/11/PHS-Grade-RevFig-13.svg)














![Figure 28: Engineering stress-strain curves of 4% Mn steel, heated to different temperature (760. 800 and 840°C). Phase fractions are also affected by the heating temperature (re-created after [CITATION 20]).](https://ahssinsights.org/wp-content/uploads/2025/09/PHS-Grades-Figure-28.svg)