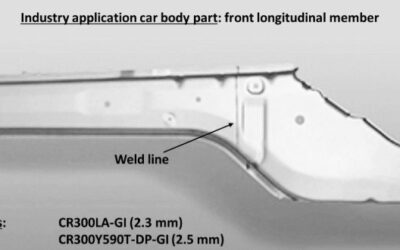
Introduction: Welding with Micro-Alloyed Wire In automotive vehicle assembly, gas metal arc welding (GMAW) plays an important role. Unlike the dominant resistance spot welding, it is not used as a bulk joining process but rather specifically to meet the unique...
Micro-alloying of GMAW Filler Wire Increases Mechanical Properties and Corrosion Resistance in Advanced High-Strength Steel (AHSS) Automotive Welding
read more