An increasing number of laboratories are using Digital Image Correlation (DIC) to enhance and refine the data captured during testing. DIC is a technique used to measure displacement and deformation using optical and computational tools. Measurement accuracy depends on the proper use of camera, lenses and lighting to capture the movement of a spatter pattern applied to the material sample. Setting up optical equipment requires the operator to understand camera resolution, frame rates, buffering, lens field of view, aperture sizes, depth of field, plane of focus, and the impact of lighting on exposure, shadow, contrast and focus.
The challenges of focusing on a planar surface are different from those of a three-dimensional surface. Where a planar surface can support a ‘focus and shoot’ approach, a 3D surface requires an understanding of depth of field, multi-camera setup and aperture size.
The Camera
The camera is a dark box that has a mount for a lens and a sensor to capture and store light from the lens image. At its most basic, you can make a camera using film and an oatmeal box with an opaque lid. If you puncture the center of the lid with a pin and mount a piece of film on the back, your oatmeal box camera can capture images. Capturing the image requires you to cover the pinhole with something opaque and remove it until enough light enters the box to expose the film.
Modern cameras operate under the same principles as the oatmeal box. Today’s digital cameras use electronic sensors instead of film and include sophisticated controls to manage:
- focus,
- the amount of light that enters the camera,
- the photographer’s preference for what controls they want to manage and what will be automated, and
- the sensitivity of the image sensor
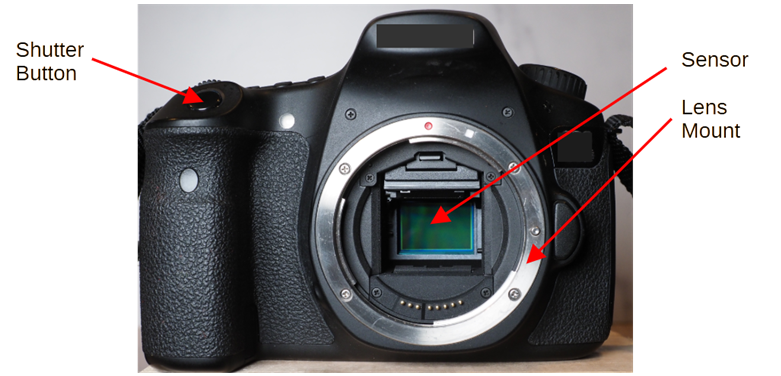
Figure 1: Key control locations on modern cameras.
There are a number of important considerations when purchasing a camera for use in DIC. Each consideration affects the quality of the images you capture and the accuracy of your displacement measurements.
- Resolution
Camera resolution is the amount of detail captured by the image sensor. This is most often represented as either recorded megapixel count or the number of pixels across the horizontal and the vertical axis. A 12 Megapixel sensor (12 MP) measures 4,000 pixels wide by 3,000 pixels tall. A higher MP sensor of the same size is referred to as having a higher pixel density. Sensors also have non-recorded pixels that support the capture of additional useful information.
Higher resolution means greater data capture. This means more detail in the image, but greater data capture means longer times to offload information from the sensor to the buffer, then to data storage. In high-speed photography, lower resolutions can be preferable because data is stored faster and camera buffers can be smaller. Also, large image files take longer to manage and process.
- Speed
Shutter speed defines how fast the shutter can open and close to expose the sensor. Sensor sensitivity defines how the camera sensor responds to levels of light. Sensitivity is measured in what is termed ISO, an acronym for the International Organization for Standardization . A higher ISO sensor is able to capably capture and record lower levels of light. High speed cameras capture hundreds or even thousands of images per second. This means that the sensor is exposed to very short bursts of light.
- Buffer
The buffer is the in-camera memory that stores images right off the sensor and off-loads it to your permanent storage location. The buffer must be fast enough to store the data right off the sensor before the next image. Storing to the buffer is fast, but offloading to permanent storage takes a bit longer. Your buffer should be large enough to store all your high speed images before filling and stopping your shooting.
The Lens
Today’s lenses are precision optical devices. The lens generally manages focus and the volume of light that hits the sensor. Unlike the pinhole camera described above, a lens collects a larger amount of light that can be controlled to manage the quantity of that light which projects on the sensor. The lens can focus on a selected range of subjects. Considerations for selecting a lens include focal length, largest aperture size, and whether it includes a depth of field scale.
- Focal Length
Focal length is an important feature of the lens. Technically It is the distance of the rear of the lens to the sensor. A shorter lens displays a wider angle of view on the sensor, while longer lenses display a more narrow view. This means that shorter lenses project more of the scene while a longer lens will make the subject appear larger. For DIC, you want a lens appropriate for the size of your sample. The sample and spatter pattern will be easier to read and interpret if it displays larger on the sensor.
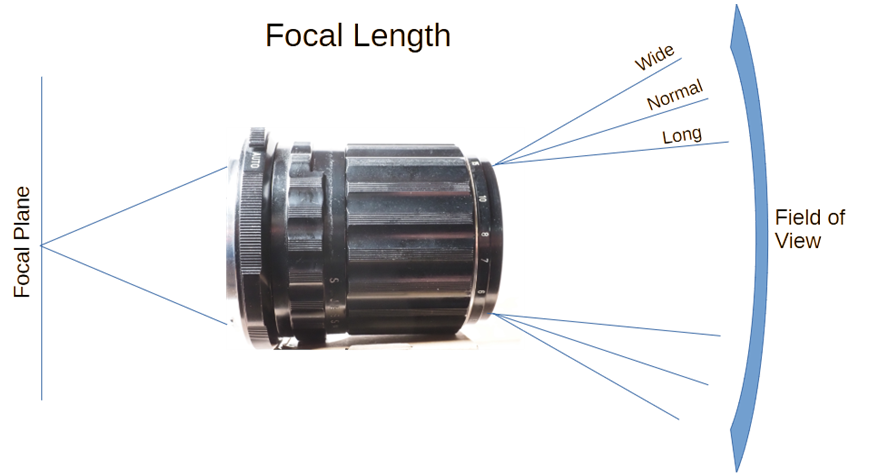
Figure 2: Relationship between focal length and field of view.
- Aperture
The aperture (called f-stop) is the diameter of the lens opening. It is expressed in relation to the diameter of the opening as a fraction of the focal length. A focal length of f/1 is larger than a focal length of f/16. The aperture affects two elements of the image production: it controls the amount of light that passes through the lens and it affects the Depth of Field. Depth of Field is the distance from the focal point that the image will be acceptably sharp. Generally, smaller apertures have a larger Depth of Field.

Figure 3: Relative aperture size for 3 f-stops.
- Depth of Field Scale
Depth of field scales are index marks on the barrel of the lens showing the range of ‘acceptable focus’ for each f-stop. This tells you the minimum and maximum distance where focus is acceptably sharp.
Lighting
The quality of your lighting is arguably the most critical component of your success. There are several types of light sources available. Your goal in lighting is to evenly light the sample surface, provide soft lighting, consistent light output, reduce heat, and color management. Techniques to light your sample properly include:
- Even lighting
Shining lights across flat and deformed surfaces is a trial and error process. The best alternative is to use a light meter to measure the intensity of your light across your field. You can use your eyes, but setup will both create additional scrap and take more time than using a light meter. The light meter measures the value of the light where you place the sensor and recommend the best f-stop for your shutter speed. As a three-dimensional dome is deformed during testing, there will be light variability across the deforming surface. If the measured variability is kept within ½ f-stop, today’s cameras can compensate for the range of variability in your lighting.
- Soft Lighting
A lighting panel with a diffuser can help soften the light generated by the light source. Also, the closeness of the light source to the test sample affects the softness/harshness of the light. A light placed closer to the subject will provide a softer quality light. As you move the light source away from the deforming test piece, it becomes a smaller light point and will project harsher light and shadows.
- Consistent Output
Modern constant lights do well at providing consistent light color and quality. Fluorescent lights are a poor choice because they flicker. If possible, connect your lights to a circuit that isn’t subject to heavy loads that will impact the feed to your light source.
- Heat Management
Some lights generate a lot of heat. Tungsten lights get very hot during operation. If your lights heat your sample, they may affect the output of your test. Likewise, white lights include all the colors in the visible spectrum and may include infrared. Infrared light may also warm your sample. LED panels are a good alternative if your are testing materials subject to variability from warming.
- Color Management
White light isn’t really a color, but includes all colors in the visible spectrum. The colors in the spectrum have different wave lengths. Colors focus at a different point behind the lens. This is known as chromatic aberration. Chromatic aberration causes the ‘color fringing’ you may notice in the details of some photographs. For the software to follow the displacement of contrast areas on the speckle pattern, it is best to avoid reducing the sharpness of the contrast with color fringing. Some high-end lenses are designed to reduce chromatic aberration. Some testing labs manage chromatic aberration by placing a blue filter on the lights. Blue filters can reduce chromatic aberration, minimize glare, and reduce the impact of infrared light on your sample.
2D and 3D Measurement
Two-Dimensional measurement is a single camera setup that works best when the camera is set up perpendicular to the specimen. Although it’s commonly assumed that 2D only supports in-plane surfaces, it can be useful for out-of-plane applications when the deformed specimen remains within the lens’ depth of field.
An advantage of 2D DIC is that it is easy to set up with less hardware. Disadvantages include inaccurate readings when the deformed surface exceeds the lens’ depth of field and it can be affected by perspective distortion introduced by wider lenses.
Three-Dimensional measurement requires two cameras whose fields of view overlap. This setup is ideal for measuring out-of-plane motions, complex geometries and large deformations.
The advantages of 3D measurement include its ability to measure a full 3D shape, displacement and strain fields. Among its disadvantages are the need for continuous camera calibration, the need for a stable stereo camera rig and the need to synchronize image acquisition.
Tips for Successful Optical Setup
- Choose a camera compatible with your DIC software that provides enough resolution to capture the speckle pattern but allows for flexibility in camera speed.
- Choose cool lights and use a blue filter. LED light panels are cooler than tungsten lights.
- Choose a lens appropriate for the size of your sample. This should provide coverage of the entire area of interest with enough room to provide a small margin.
- Focus your lens manually. Autofocus systems vary your focal point and can provide inaccurate information.
- Use lenses with Depth of Field scales and understand how to use them. This will allow you to provide enough in-focus coverage for the movement of your field of interest.
- Anticipate the amount of movement in a deformation test. Set your focal point and Depth of Field for your expectations and adjust them for actual results.
- Consider your DIC tests as experiments. You will need to learn from your tests and adjust your optical equipment until you get accurate results.
More information about these topics can be found in “A Good Practices Guide for Digital Image Correlation” from International Digital Image Correlation Society, Citation I-26.
 Thanks are given to Bill Frahm, a partner with 4M Partners for his contributions to this page. Bill supports the sheet metal forming industry’s efforts to manage the opportunities and risks of Smart Manufacturing. Sheet metal forming is a fragmented industry. Much of the work forming components is done by small to mid sized manufacturers. These companies are often resource constrained. The latest knowledge about materials, processes, and tools aren’t readily available to employees. Bill’s professional goal is to provide employees with the knowledge and confidence to understand the analysis of smart manufacturing, manage analysis efforts to support their goals, and control data and data products to prevent misuse and bias.
Thanks are given to Bill Frahm, a partner with 4M Partners for his contributions to this page. Bill supports the sheet metal forming industry’s efforts to manage the opportunities and risks of Smart Manufacturing. Sheet metal forming is a fragmented industry. Much of the work forming components is done by small to mid sized manufacturers. These companies are often resource constrained. The latest knowledge about materials, processes, and tools aren’t readily available to employees. Bill’s professional goal is to provide employees with the knowledge and confidence to understand the analysis of smart manufacturing, manage analysis efforts to support their goals, and control data and data products to prevent misuse and bias.
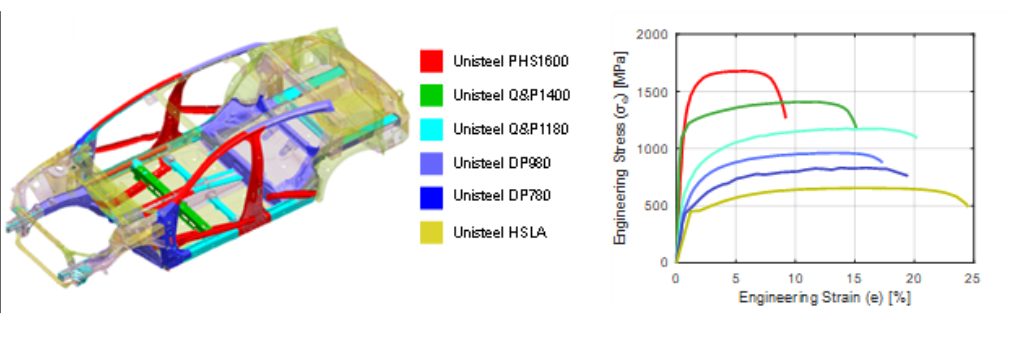
The complex shapes of automotive stampings lead to die designs and processing that may challenge the inherent formability of the selected sheet metal grade.
Traditional grades, especially those of lower strength, fail from insufficient necking resistance for the chosen application. Characterization of the resistance to necking instability, sometimes referred to as global formability, is done with the strain hardening exponent (n-value), true uniform strain, and the Forming Limit Curve. Since these parameters can be mathematically described, forming simulation packages can accurately estimate the risk of necking and subsequent splitting.
Contrast this with newer grades where the sheet metal may still fail from insufficient necking resistance, but may also fail from fracture initiating at cut edges or tight bends. This fracture-limited formability, sometimes called local formability, can be influenced by many parameters – including both inherent material characteristics as well as the processing conditions used to create the cut edge (hole diameter, clearance, punch geometry, and so on) or bend (inside bend radius divided by the thickness, r/t). The inherent material characteristics contributing to this failure mode are not directly related to strength and elongation determined from traditional uniaxial tensile testing. Forming simulation packages have challenges estimating the risk of fracture-limited formability, since the full mathematical representation of the contributing factors does not yet exist.
To date, hole expansion testing is the most common way to characterize the edge stretchability of a particular sheet metal. The typical test procedure, prescribed by ISO 16630, requires a 10 mm diameter hole punched with a 12% clearance to be expanded with a conical punch having a 60° apex angle. Unfortunately, changing the testing conditions like the hole diameter, clearance, punch shape, or crack detection method has a significant influence on the results, to the point that any relative performance ranking of different products can change between the defined laboratory test conditions and the real-world performance.
Local fracture strain measurements from uniaxial tensile specimens, like true fracture strain, true thickness strain, or the reduction of the cross-section area at fracture, are also used to quantify fracture performance, and may offer better guidance for crash performance prediction.L-21, L-69 The bending angle measured from 3-point bending test according to VDA 238-100 or the fracture strain in plane strain tension obtained from these tests, are also effective in predicting bending-dominated failure that occurs with AHSS grades during folding/bending in axial and side crash tests. The bending angle and fracture strain determined in a 3-point bend test conducted according to VDA 238-100 correlates with the folding and bending seen in vehicle crash testing. However, these parameters individually are not sufficient to characterize overall fracture behavior and therefore cannot be used as a singular failure criterion that is applicable to all situations.
Fracture Toughness
Fracture-limited formability is dependent on the sheet metal’s resistance to crack nucleation and propagation, which are the two parameters influencing fracture toughness. As such, approaches have been investigated to experimentally assess the relationship between fracture toughness and cracking resistance of advanced steels.
Conventional toughness estimations based on the product of tensile strength multiplied by the total elongation to fracture (TS * TEL) or the area under the stress-strain curve are not suitable to describe the fracture toughness of AHSS. Use of these shortcuts may lead to an incorrect fracture toughness ranking when considering multiple materials: consider the comparison of 980DP vs. 980CP. The dual phase steel has greater elongation to fracture and greater uniform elongation, yet the complex phase steel has better edge ductility and fracture toughness. Tensile fracture parameters, such as the true fracture strain (εf) or the product of fracture stress and true fracture strain (σf × εf), give a better estimation of toughness at cracking initiation. However, these approaches can underestimate the crack propagation resistance of the material. To avoid misleading conclusions about the cracking resistance of high strength sheet metals, fracture toughness must be measured within the framework of fracture mechanics.F-43
Fracture toughness is defined as the energy spent in the creation of two surfaces at the crack tip that leads to crack propagation. Traditional approaches to study fracture toughness include J-integral and Crack Tip Opening Displacement (CTOD) measurements, but these evaluations do not apply to thin-gauge materials such as those used in automotive body construction. Alternative approaches appropriate for sheets below 3 mm thickness are relatively complex, involve detailed specimen preparation, and require measurement of the advancing crack during the tests.
Essential Work of Fracture Methodology
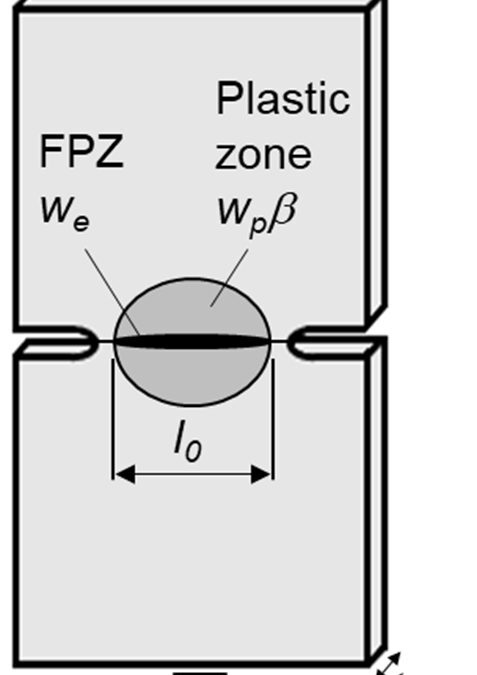
To address these challenges, a methodology based on the Essential Work of Fracture (EWF) appears to offer a simpler solution for measuring the fracture toughness of thin metal sheets. The method described below has been validated in industrial applications using both steel and non-steel sheet metals. The Double Edge Notched Tensile (DENT) specimen is used for this characterization (Figure 1). Since only tensile transverse stresses exist between the notches, and the geometry avoids the risk of buckling.
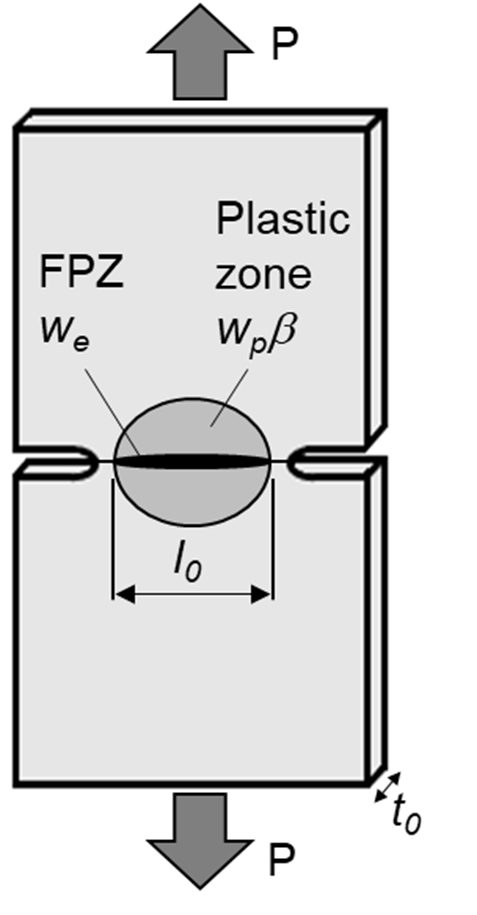
Figure 1: The Double Edge Notched Tensile (DENT) specimen is used for Essential Work of Fracture characterization.
In the DENT specimen, all of the deformation takes place in and around the notched ligament, allowing for separation of the total fracture energy, Wf, into its two components:
a) We, the essential work of fracture that is related to damage and the work to create new surfaces in front of the progressing crack tip. This value is proportional to the fractured area.
b) Wp, the plastic work dissipated in the region surrounding the crack tip as a consequence of plastic deformation. This value is proportional to the deformed volume, which is a function of the sample size, geometry, and loading mode.
Mathematically, the total fracture energy may be represented by:
Wf = We + Wp Equation 1
These parameters can be further characterized.
We = we*l0*t0, where we is the essential work of fracture per unit area, l0 is the ligament length between the two notches, and t0 is the specimen thickness.
Wp = β*wp* l02*t0, where wp is the plastic work per unit volume and β is a shape factor that is a function of the shape of the plastic zone.
Substituting these into Equation 1 gives
Wf = we*l0*t0 + β*wp* l02*t0 Equation 2
Normalizing each side of Equation 2 by the fractured area l0*t0 produces wf, the fracture energy per fracture area:
Wf/ l0*t0 = wf = we + β*wp* l0 Equation 3
This procedure enables the separation of the specific essential work of fracture, we , and the non-essential plastic work, wp, from the total energy of fracture by using a simple data reduction method. A series of specimens with different ligament lengths are tested to fracture. The fracture energy per fracture area, wf, is then calculated by integrating the area under the load-displacement curve and normalizing by the cross-section area (wf= Wf /l0*t0) . . By plotting the series of wf values as a function of ligament length l0 as shown in Figure 2, then we and β*wp can be obtained by linear regression with we being the vertical axis intercept of a line with slope β*wp. It is relevant to keep in mind that this method to obtain we is a purely mathematic procedure to remove the non-essential plastic contribution to the fracture energy, i.e. it does not mean that we is the value of wf at zero ligament length. To guarantee data linearity and the validity of the energy partitioning concept, different validity criteria must be met.T-49
The parameter we is a thickness-dependent material constant representing the plane stress fracture toughness of the material. Since it is obtained from a dataset of energy values for the complete fracture, it contains energetic contributions from both crack initiation and propagation resistance.
For each of the specimens tested with different ligament length, the work of fracture at crack initiation (wfi) is obtained from integrating the area under the load-displacement curve up to the point of crack growth initiation. This point has to be experimentally verified and generally it is around the peak values of the forces versus displacement curve. Since wfi is independent of the ligament length, the specific essential work for fracture initiation, wei can be calculated from an average of wfi values. This is also shown in Figure 2.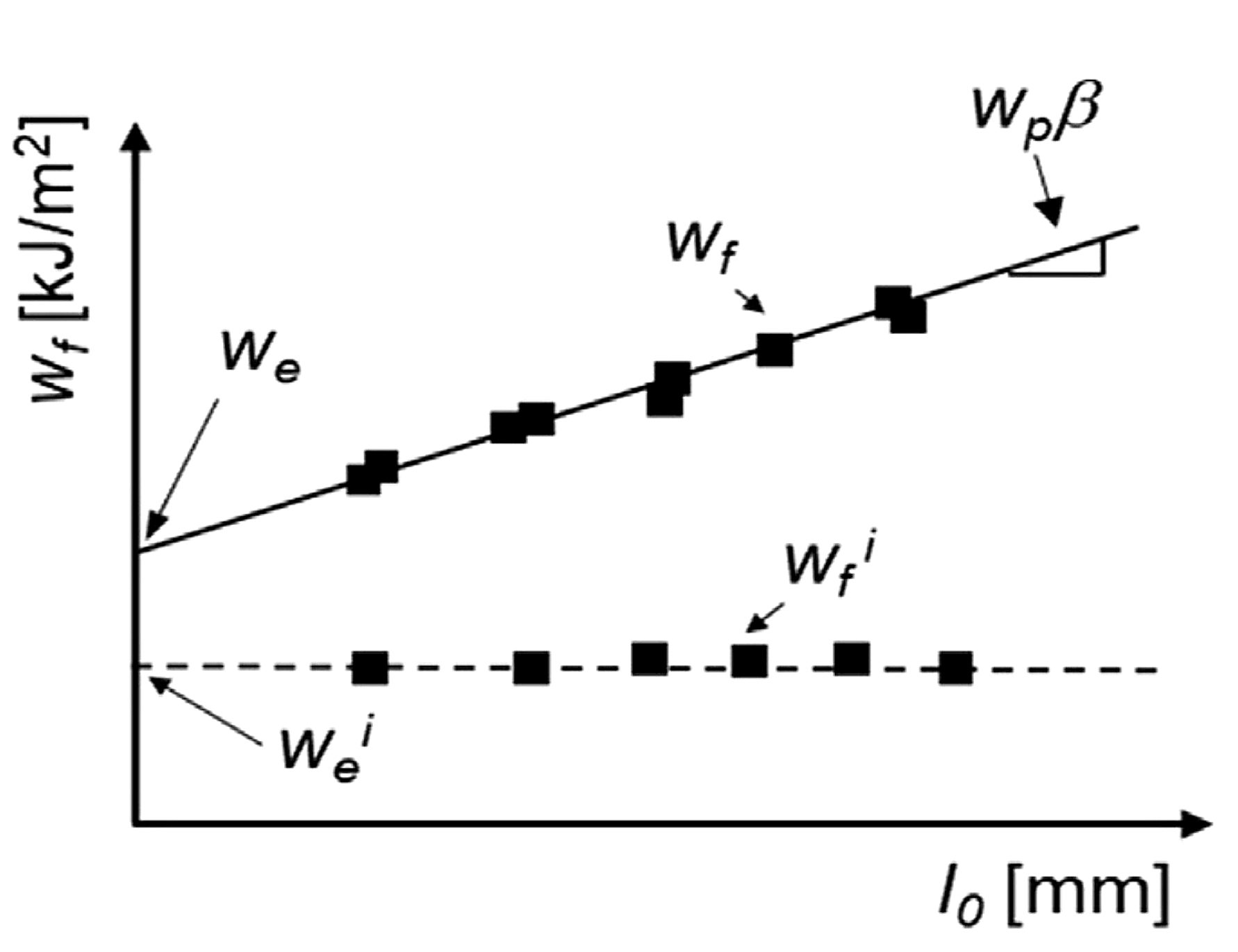
Figure 2: The specific essential work of fracture, we, is the vertical axis intercept in the plot showing the relationship between the specific total work of fracture, wf, and the ligament length. The specific essential work of fracture initiation, wei, is the average of the values of the specific work of fracture at initiation of propagation, wfi.
Figure 3 shows the specific essential work for fracture (we) and specific essential work for fracture initiation (wei) for several advanced high strength steels. The differences between these parameters vary between the grades. For some grades, the markers fall nearly on top of each other, and for these, there is only a small contribution from crack propagation resistance once the crack initiates. For other grades, including complex phase steels and the enhanced-ductility PHS grade, the crack propagation resistance is a significant portion of the overall fracture toughness.
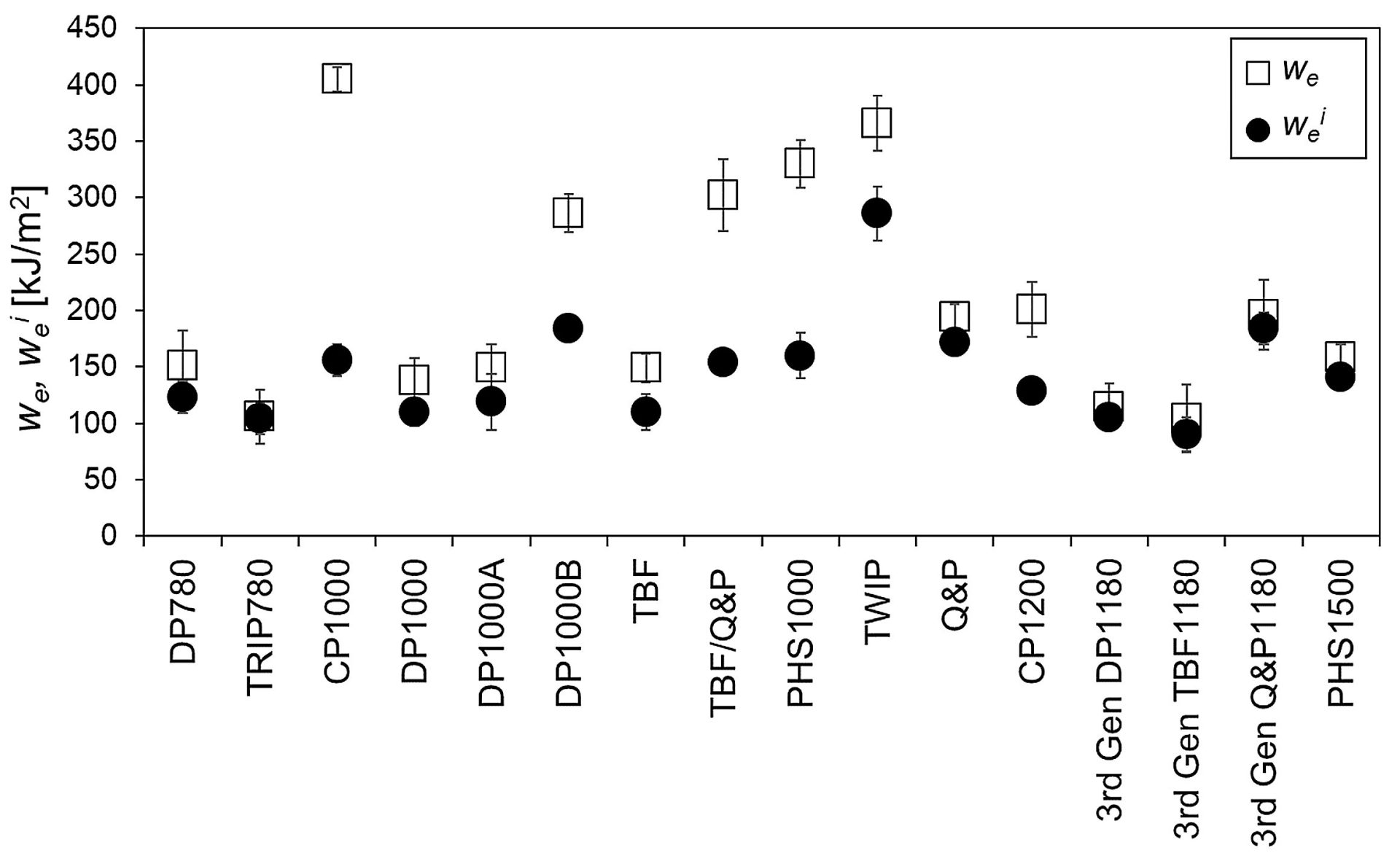
Figure 3: we and wei for several advanced high strength steels. F-44
Notch root radius has a significant influence on EWF measurements. To obtain accurate and reliable fracture toughness values pre-cracked samples must be used. Alternative methods, including fatigue pre-cracking, notch sharpening by a razor blade or mechanical sharp notching with a specific tool, may be used for that purpose. ASTM E399 lists a procedure to nucleate a fatigue crack at the notch rootA-81, as does ASTM E1820A-82. These approaches are relatively costly and time consuming. To address these concerns, a device consisting of a two-pillar modular cutting die and beveled punch was developed to shear sheet specimens in such a manner to introduce crack-like sharp notches.F-45, E-15 Without these efforts to generate an exceedingly small notch radius, the measured toughness values can overestimate the real crack initiation and propagation resistance of the material.F-43
Following the definition of the specific essential work of fracture we , the resistance to crack propagation, it is the material property to address crack-related problems in sheet metal forming, as edge cracking, or to account for part performance when cracks are involved, as in crash resistance tests. In this regard, there is good experimental correlation between the we and the hole expansion ratio for a wide range of AHSS families, as shown in Figure 4. As discussed above, although similarities exist in the fracture mechanisms involved in both tests, the hole expansion ratio is not a material parameter since it depends on several experimental factors such as the hole geometry, edge preparation method, and crack detection method. These choices lead to increased variability of results generated at different labs. Aside from thickness, we is a material property that represents more accurately the sheet steel’s crack propagation resistance. Based on experimental observations a value of we larger than 250 kJ/m2 would be recommended when edge cracking may appear in sheet forming. On the contrary, values lower than 125 kJ/m2 may jeopardize the stamping process.
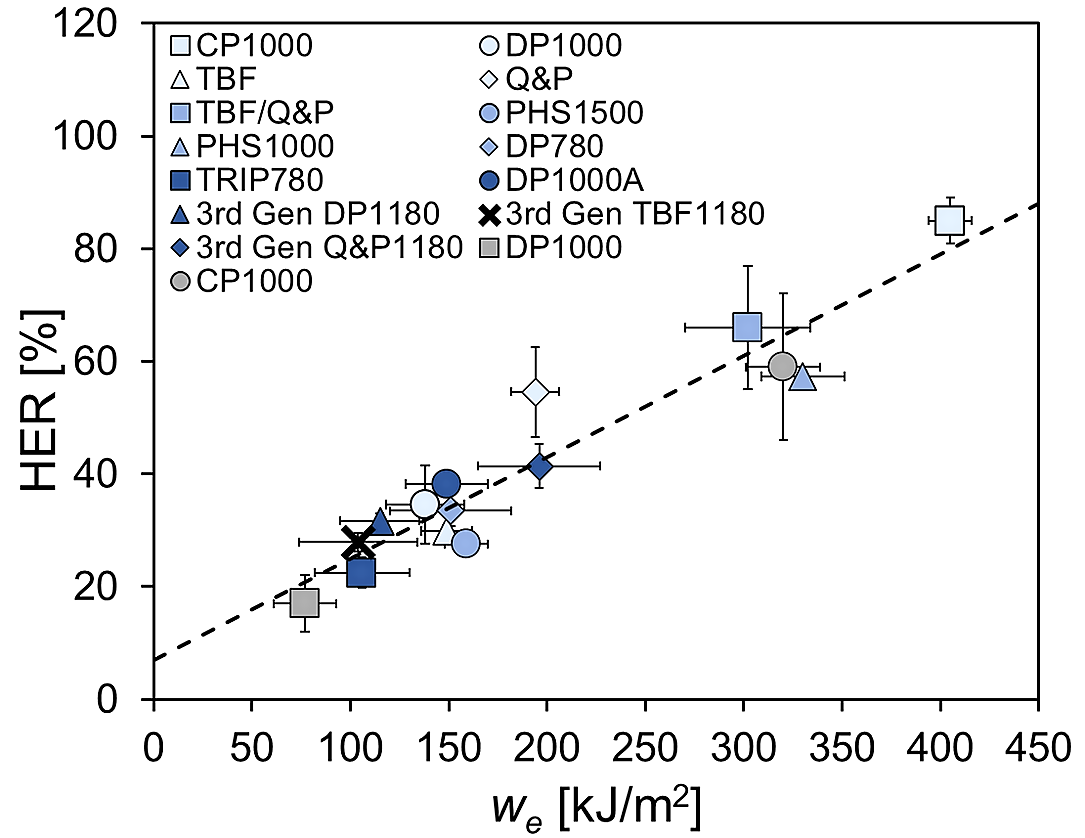
Figure 4: Correlation between we and hole expansion ratio (HER), based on data in Citations F-44, F-46
Crash resistance can be also assessed through the values of the we. In AHSS the appearance of cracks during crash tests ranks crash resistance, so high cracking resistance steel leads to high crashworthiness. The energy absorbed by a component linearly increases with the specific essential work of fracture of the steel used to form the component (Figure 5), making we a good candidate to provide useful information in assessing crashworthiness.F-47
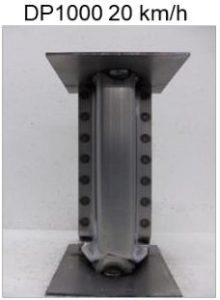 Figure 5a. Crash box made from DP1000 can absorb only limited energy before fracture. F-44 |
 Figure 5b. Crash box made from CP1000 can absorb more energy before fracture.F-44 |
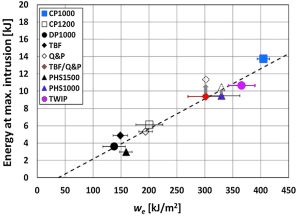 Figure 5c. Energy absorbed at maximum intrusion as a function of the specific essential work of fracture for several advanced steels.F-47 |
Local Formability Diagrams such as the ones shown in Figures 3 and 4 of the Defining Steels page give the user an indication of how a chosen grade might perform in applications requiring fracture resistance, such as those inducing expansion of cut edges during forming. Knowledge of the Essential Work of Fracture offers another representation, as reproduced in Figure 6.F-46 Figure 7 shows a similar representation having tensile strength on the horizontal axis, which is the same format as the conventional Global Formability Diagram.F-48
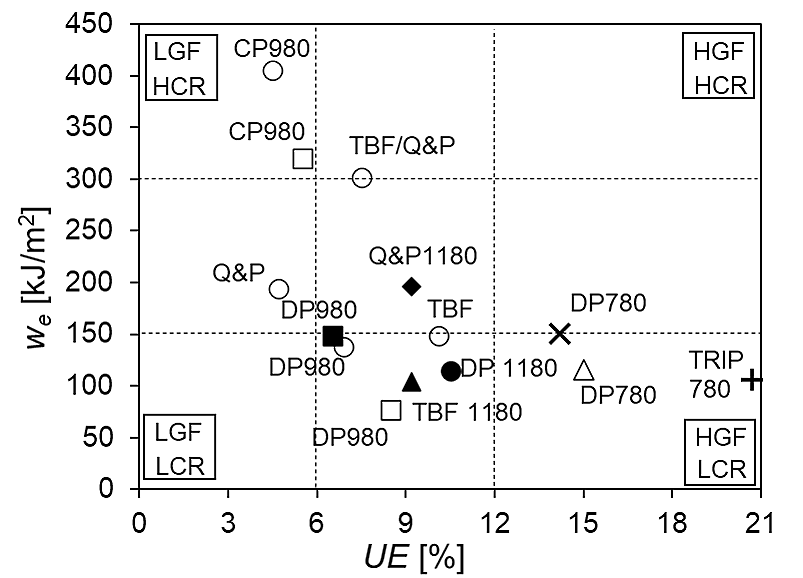
Figure 6: AHSS classification based on uniform elongation (UE, as an indicator of global formability) and fracture resistance (we). LGF low global formability, LCR low cracking resistance, HGF high global formability, HCR high cracking resistance.F-46
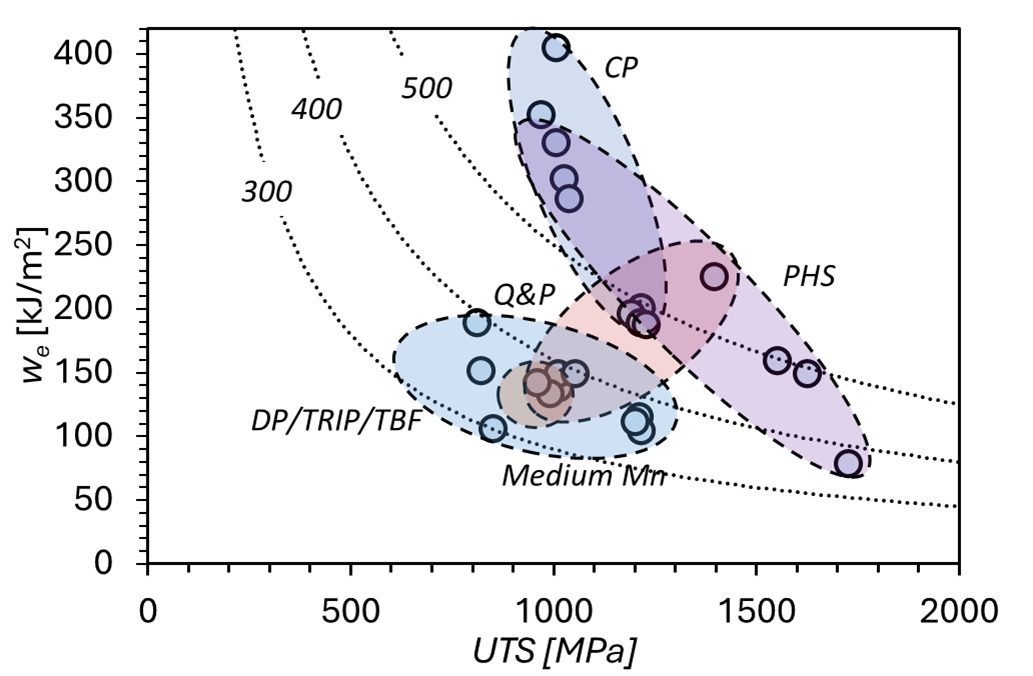
Figure 7: Fracture resistance (we) as a function of tensile strength (UTS) for several Advanced High Strength Steels.F-48
Additional information about the Essential Work of Fracture methodology and its application in fracture toughness, cracking resistance, crashworthiness assessments, User Guidelines, and case studies can be found at https://toughsteel.eu/ as well as Citations C-37, C-38, and C-39.
Thanks are given to David Frómeta and Daniel Casellas of Eurecat for their assistance in preparing this page.

Blog, homepage-featured-top, main-blog, News
With the rise of electric vehicles, evaluating the environmental impact of each manufacturing process is essential. This article presents an EV battery enclosure welding LCA to compare the sustainability of different joining methods. As automotive manufacturers strive to reduce their carbon footprints, understanding the impact of production processes becomes crucial—especially the joining techniques used in car body assembly. Using Life Cycle Assessment, these impacts can be analyzed in terms of their reduction potential. This article focuses on the example of an all-steel EV battery case joined using several different welding methods.
Life Cycle Assessment (LCA) and Why It Matters in Automotive Welding
Life Cycle Assessment is a systematic method for evaluating the environmental impacts of a product or process throughout its life cycle—from raw material extraction to production, use, and disposal. According to DIN EN ISO 14040 standards, LCA is structured into four main components:
- Goal and Scope Definition: Setting the purpose of the assessment, defining the functional unit, and establishing system boundaries.. In this article, the joining processes were in focus with associated inputs of electricity and filler materials as well as outputs of worn consumables.
- Inventory Analysis: Gathering data on material and energy flows using measurements of electricity and consumables consumption as well as database values for associated material extraction and production impacts
- Impact Assessment: Evaluating potential environmental impacts in different impact categories. This article shows global warming potential and acidification to compare climate change emissions and show the effect of different filler materials on acidification. Other impact categories relevant for joining processes are eutrophication, emission of photooxidants and ozone layer depletion.
- Evaluation: Reviewing findings and providing recommendations regarding the environmental impact of the compared processes

Figure 1: Considered system boundaries of the LCA comprising supply of materials and energy, the joining process and disposal of consumables.
Welding Methods Compared: Processes, Assumptions, and System Boundaries
The assessed joining processes include:
- Laser Remote Welding
- Laser Welding with Wire
- Laser Brazing
- Resistance Spot Weld Bonding (RSW-Bonding) with single- and two-component adhesive
In the context of joining processes for EV battery cases, this LCA aims to compare the environmental impacts of different welding methods on a meter of weld length. The assessment uses both primary and secondary data from literature and established LCA databases. As not all data is available in-detail for welding processes, several simplifications and assumptions are required:
For example, filler wires aresimplified to pure steel or copper wire rather than taking their complex chemical composition into account. Therefore, it is likely that the actual impact of the filler material production is higher than assumed here. For electricity emissions, the German grid mix is used and to compare resistance spot welding and laser beam welding per weld length, 20 resistance spot welds per meter are assumed.
The emissions from the structural materials are not considered, as the same design is used for all welding processes. Second-order effects due to the switching a joining technology, i.e. the material savings due to reduced flange-widths for laser welding, are also not considered. The second-order material saving effects are known to be larger in comparison to the environmental impact of the joining processes and should be optimized together with the choice of joining process. Further information on these effects can be found in this study.
Figure 2 All-steel EV battery case with zones marked for laser beam and resistance spot welding
LCA Results: Emissions Impact by Welding Type in EV Battery Enclosures
The results of the LCA are shown in Figure 3 for the two impact categories Global Warming Potential (i.e. CO2 equivalent emissions) and Acidification Potential (i.e. emission of SO2 equivalent). Main driving factors of emissions are electrical energy, compressed air as well as filler material in the form of steel or copper wire (for laser wire and laser brazing respectively) and adhesive for RSW bonding.
Using the German electrical grid mix, RSW bonding shows the lowest GWP impact. As it does not use any filler material, laser remote welding has the largest potential for CO2 emission reduction, if the electricity generation incorporates more renewable energy .
When analyzing the laser processes, a high idle energy consumption of the laser systems is determined. This is due to the electricity demand of the laser source, cooling and control systems. The consumption only rises slightly, when the lasers are operating. This leads to the conclusion that the overall energy efficiency of laser welding systems can be significantly improved by optimizing “beam-on times” in relation to “idle times”.
In terms of the acidification potential, laser brazing stands out with a far larger impact compared to the other processes, because of the emissions associated with mining and extraction of its copper-based filler material. The wear of copper electrode caps also contributes to this impact category.

Figure 3: Environmental impact of the different welding processes in Global Warming Potential (left) and Acidification (right) per meter of weld length.
What This LCA Reveals About Sustainable Welding for EV Manufacturing
Life Cycle Assessment provides invaluable insights into the environmental impacts of joining processes in the automotive industry. By understanding the implications of material choices and energy consumption, manufacturers can make informed decisions that promote sustainability. Both the effect of electricity consumption and filler materials on the environmental impact of automotive joining processes is discussed in this article. Joining processes are one of the major drivers of an OEM’s emissions with ample potential for optimization through LCA analysis.
Source
- Brunner-Schwer, J. Lemke, M. Biegler, T. Schmolke, S. Spohr, G. Meschut, L. Eckstein, M. Rethmeier; A life cycle assessment of joining processes in the automotive industry, illustrated by the example of an EV battery case; Laser in Manufacturing Conference, Munich, 2023