We at WorldAutoSteel, side-by-side with our engineering partner Ricardo, are rounding the corner on two years in the design process for the Steel E-Motive's SEM1 and SEM2 autonomous, electric, mobility as a service (MaaS) vehicles. The excitement is really building...
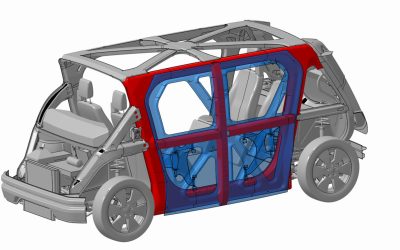
Steel E-Motive Closures: Balancing openness and accessibility to create a safe & strong autonomous vehicle
read more