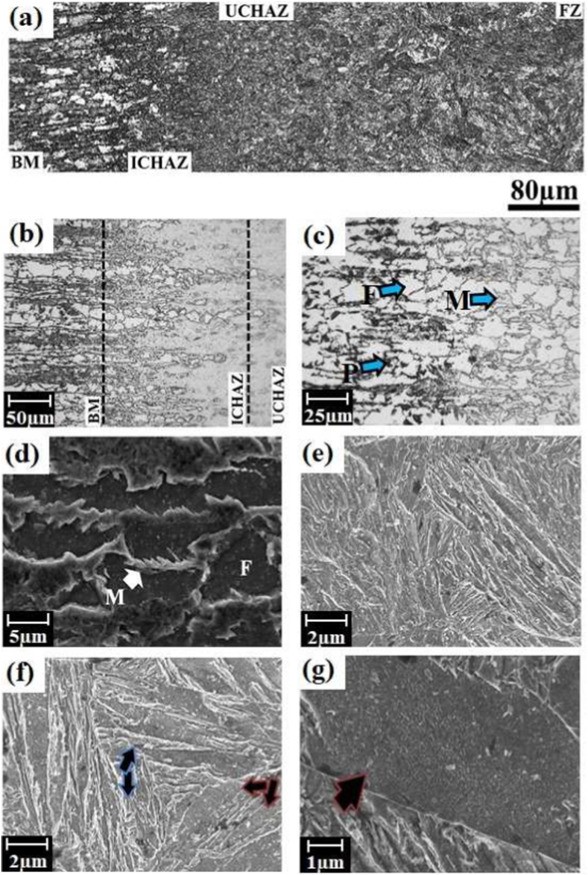
This studyR-25, conducted by the Centre for Advanced Materials Joining, Department of Mechanical & Mechatronics Engineering, University of Waterloo, and ArcelorMittal Global Research, utilized 2mm thick 22MnB5 steel with three different coating thicknesses, given in Table 1. The fiber laser welder used 0.3mm core diameter, 0.6mm spot size, and 200mm beam focal length. The trials were done with a 25° head angle with no shielding gas but high pressure air was applied to protect optics. Welding passes were performed using 3-6kW power increasing by 1 kW and 8-22m/min welding speed increasing by 4m/min. Compared to the base metal composition of mostly ferrite with colonies of pearlite, laser welding created complete martensitic composition in the FZ and fully austenized HAZ while the ICHAZ contained martensite in the intergranular regions where austenization occurred.
Figure 1: Base metal microstructure(P=pearlite, F=ferrite, Γ=Fe3Zn10, Γ1=Fe5Zn21 and δ=FeZn10).R-25
Figure 2: Welded microstructure — (a) overall view, (b) HAZ, (c) ICHAZ at low and (d) high magnifications, (e) UCHAZ (f) FZ, and (g) coarse-lath martensitic structure (where M; martensite, P: pearlite, F: ferrite).R-25
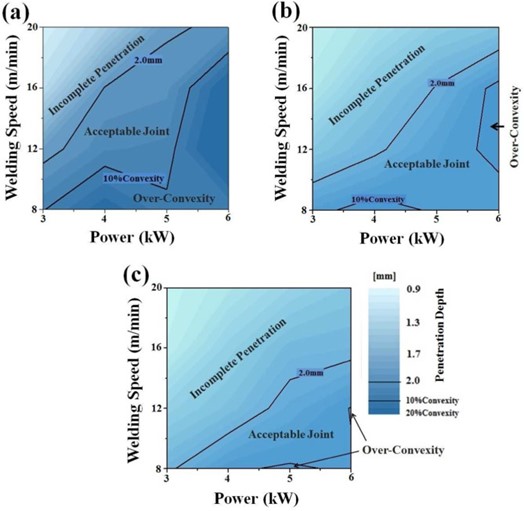
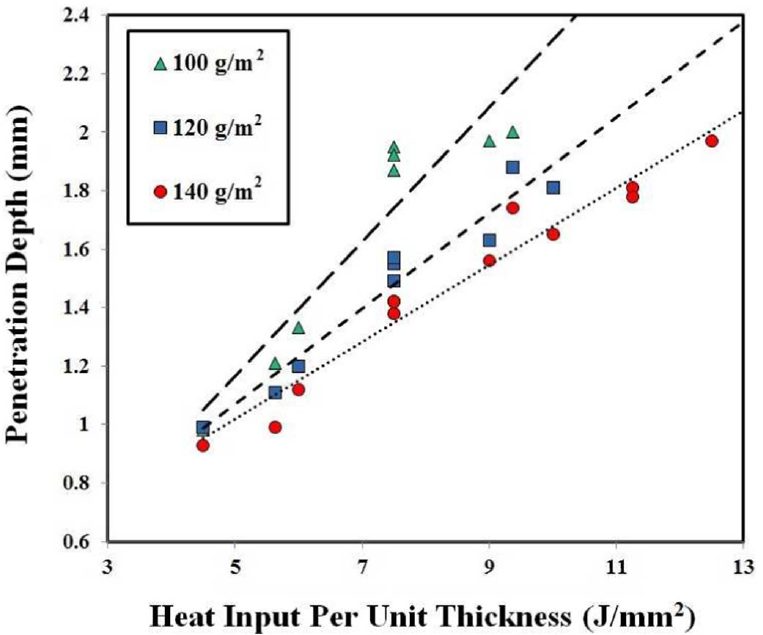
Given the lower boiling temperature of Zn at 900 °C as compared to Fe, the interaction of the laser with the Zn plasma that forms upon welding affects energy deliverance and depth of penetration. Lower coating weight of (100 g/m2) resulted in a larger process window as compared to (140 g/m2). Increased coating weight will reduce process window and need higher power and lower speeds in order to achieved proper penetration as shown in Figure 3 and Figure 4. Depth of penetration due to varying welding parameters was developed:
d=(H-8.6+0.08C)/(0.09C-4.8)
[d= depth of penetration(mm), H= heat input per unit thickness(J/mm2), C= coating weight(g/m2)]
Given the reduction in power deliverance, with an increase in coating weight there will be an expected drop in FZ and HAZ width. Regardless of the coating thickness, the HAZ maintained its hardness between BM and FZ. No direct correlation between coating thickness and YS, UTS, and elongation to fracture levels were observed. This is mainly due to the failure location being in the BM.
Figure 3: Process map of the welding window at coating weight of (a) 100 g/m2, (b) 120 g/m2, and (c) 140 g/m2.R-25
Figure 4: Heat input per unit thickness vs depth of penetration.R-25
In a 2019 study by a global OEM, finite element analysis was used to determine equivalent performance between different thickness and grade combinations in B-pillars and other crash components.O-10 This study found that a 1.6 mm thick hot stamped PHS1500 B-pillar had similar performance as a B-Pillar cold stamped from 3.1 mm thick mild steel, representing a 42% weight savings, Figure 1. Higher strength PHS grades can save an additional 12% to 15% compared to PHS1500. Thus, it may be possible to achieve almost a 50% weight savings by using PHS2000 rather than mild steel in B-pillar applications.
Figure 1: Lightweight potential of several steel grades, compared to mild steel (re-created after Citation O-10)
Weight savings is one reason to choose press hardened steels over cold stamping grades. Although replacing PHS1500 with an 1180 MPa cold formable grade would have a 7% to 8% weight penalty according to the study summarized in Figure 1.O-10 In some cases, this may seem like an acceptable trade-off between weight and process. In recent years, cold forming of 1310 and 1470 (can also be rounded as 1350 and 1500, respectively) MPa steels have been commercially applied in automotive structural parts.K-45 However, press hardening offers several additional advantages over cold stamping of 980 MPa and higher strength grades:B-42
The formability of cold stamping higher-strength AHSS steels (even 3rd Gen AHSS) is substantially lower than press hardening steels at elevated temperatures. Their formability typically decreases with increased strength. For example, 3rd Gen 1180 MPa grades may have 16 to 18% total elongation,B-85 whereas a 3rd Gen 1470 MPa grade may have 5 to 6%.K-45
Repeatable dimensional accuracy in cold stamping of 980 MPa and higher strength grades is challenging due to springback and the natural and inherent variations in the mechanical properties of the incoming sheet. Cam-forming and several design countermeasures may be required.K-66
Significant wear, chipping, and plastic deformation can be seen in cutting and forming tools, as very high contact pressures may be present.
Cold stamping higher-strength AHSS requires high-capacity presses (both in terms of tonnage and energy).
Hard-to-predict edge cracks are commonly observed in higher-strength AHSS.
Brief History of PHS Usage and Milestones
Press hardenable steel (PHS) production for automotive applications started in 1984. Since this first use through the mid-1990s, door beams were the only press hardened body parts.F-31 Thus, the maximum possible use was limited to 4 parts per car. Depending on a car’s dimensions and the thickness of the sheet, a door beam may weigh between 0.8 kgT-33 to 2.0 kg.M-40 Thus, the total PHS usage at this time was around 3 to 8 kg per car. In a typical mid-size car (D-segment in Europe) the body may weigh around 320 kg without doors and closures, and 420 kg with them.M-41 This results in an estimated usage corresponding to 1% to 2% of the body weight (including doors). By the mid-1990s, several cars had press hardened front and/or rear bumper beams. Thus, the possible maximum usage had been increased to 5 to 6 parts per car.B-43
In 1998, Arcelor patented an aluminium-silicon (Al-Si) coated steel for the press hardening process.L-39 The first automotive application of this coated steel occurred in 2000.V-15 Using coated steel reduces the process cost, since neither the furnace protective atmosphere nor the post-quench sandblasting are requiredV-15, although there is an increase in raw material costs. By 2001, several cars used hot stamped A and/or B-pillars, leading to PHS use in bodies-in-white surpassing 3% for the first time.R-17
In 2002, the first-generation Volvo XC90 had several press hardened and roll form hardened components, making up 6% of the BIW mass. This SUV received 5 stars from EuroNCAP and IIHS frontal and side impact tests.B-44 Ten years after the start of production, the car even achieved a “Good” rating – the highest category – from the very harsh IIHS small overlap test introduced in 2012.I-27
In 2005, Volkswagen rolled out their 6th generation Passat. This car had several components made with a special varnish coating, which facilitated use of a two-step hybrid process in addition to Al-Si coated direct hot stamped components. This car represented the first time press hardening was used on numerous components, including the transmission tunnel and the firewall. For the first time, PHS use in the BIW exceeded 15%.W-31
In 2012, PHS usage surpassed 20% barrier, first with the Volvo V40 (2nd gen. 2012-2019) and then with the Audi A3 (3rd gen. 2012-2020) and VW Golf (7th gen. 2012-2019). The percentage hit 28% with VW Golf.B-45Figure 2 summarizes this growth.
Figure 2: Summary of PHS evolution: total production in million parts per yearO-11, number of linesH-45, parts per car (approximate) and, BIW percentage (approximate). (Car body CAD data is taken from Citation N-20 and modified for visualization).
Since 2015, many European and North American cars have doubled their PHS usage. In Europe, several VolvoS-81, VW GroupH-43, and FordB-16 models have over 30% of their body (in mass) made of PHS. Some cars may have different PHS usage in different countries. For example, PHS makes up 31% of the body structure in the 6th generation VW Polo in Europe, but in Brazil, this number is reduced to 18.5%.V-16
In 2017, Audi started production of the 4th generation A8. In its earlier generations, A8 was 100% aluminum. The car was mostly aluminum in the third generation (2010-2017). This A8 used a two-layer steel B-pillar, with one layer of cold stamped steel and another layer of press hardened steel. PHS usage was around 3% of the BIW, whereas aluminum usage was over 92%F-32. In the 4th generation A8 on the road since 2017, the body now has 17% press hardened steel.H-44 Several other aluminum intensive cars also have press hardened steels in their bodies for improved crash performance.
In North America, PHS usage has increased rapidly in the last decade. It is not uncommon to see over 10% PHS usage in recently introduced cars. For example, whereas the 9th generation (US Spec) Honda Civic introduced in 2011 had only 1% PHS usage, the 10th generation saw the usage increase to 14%.C-22 The 5th generation Ford Explorer (2012-2019) had only 5% press hardened steelM-42, but exceeds 25% in the 6th generation (2019-present).M-40 The new electric SUV Ford Mustang Mach-E is among the highest PHS-using vehicles in North America in 2020, at 29.5% of its BIW.M-43 The latest generation Chrysler Pacifica has over 11%T-19 and Jeep Wrangler over 18%B-17 of the body (excluding doors and closures) made from press hardened steels. Several GM models have also surpassed 10% barrier, such as Chevrolet Bolt EV with 12%.O-12
In addition, Chinese car makers have begun using significant amount of press hardened steels. According to Ma and others, the first hot stamping line in China was established in 2014.M-74Figure 3 shows the High-Strength Steel (HSS) usage in Great Wall Motors’ Haval branded SUVs that started production between 2011 and 2017. PHS usage started in the 2014 Haval H2.W-32 The company (Great Wall Motors) invested in an in-house PHS line in 2015.A-64 After the investment, PHS usage exceeded 10%.W-32 In 2018, the total number of hot stamping lines in China was 180. The number increased to 200 in 2020, and by 2022 approached to 260.M-74 The third generation Haval H6 was introduced in mid-2020. The car has over 71% HSS, a hot stamped door ring and one of the first applications of PHS2000 steel.V-12 China is currently the biggest producer and market of “New Energy Vehicles” (plug-in hybrid electric, battery electric or fuel cell). Several electric cars built in China have over 20% PHS. Since 2021, Voyah Free had over 30% PHS in the body in white.W-33 Similarly the more recent Chinese New Energy Vehicles (NEVs) have very high PHS usage, including 2000 and 2200 MPa grades. These are listed in Table 1.
Figure 3: Increase of PHS usage in Great Wall Motors’ Haval branded SUVs from 2011 to 2017 (re-created after Citation W-32)
The increased use of press hardened steel can be attributed to:
Press hardening grades have high global availability, compared to most other cold formable steels over 980 MPa tensile strength.
More OEMs and tier suppliers around the globe are investing in the technology. Thus, available capacity for press hardening has increased significantly in the last decade.
With the help of commercially available finite element simulation software, more complicated geometries and larger parts can now be designed for press hardening process.
Before the First Automotive Application (1973-1984)
Press hardening, as we know it today, was developed in Luleå, Sweden, by Norrbottens Järnverks AB (abbreviated as NJA, translated as Norrbotten Iron Works). The first patent application was completed in 1973, and awarded in 1977.N-23 In 1975, a six-year long industry-university project was initiated at the Luleå University of Technology, together with Volvo Trucks and NJA. Later in 1978 while the project was ongoing, NJA merged with two other steel companies to form Swedish Steel AB (SSAB).B-45
The technology was first commercialized in agriculture components, where the high strength of press hardened steels are favored for wear resistance. In 1981, Norberg Spades and Tool Plant started the first mass production press hardening process. The company produced over 20,000 spades with a cycle time of approximately 20 seconds, while using uncoated 1.5 mm thick sheets.B-45 In 1982, the rights of the patents were transferred to Plannja AB, which was a subsidiary of SSAB. Plannja, a sheet metal forming company, formed Plannja HardTech to specialize in press hardening.
In 1984, automotive application of press hardened steel started with the Saab 9000 side impact door beams, as seen in Figure 4. A total of 4 parts were used in this car.A-66 The uncoated blanks were almost half the thickness of a cold stamped beam.T-26
Figure 4: Door beams of the Saab 9000 (1984-1998): (a) A see-through car in Saab MuseumS-82, (b) the hot stamped door beam part.L-42
More Automotive Applications (1984-2005)
In 1986, Jaguar XJ (XJ40) also used press hardened door beams.L-43 In 1991, Plannja HardTech received a contract from Ford to supply the door beams of Mondeo, a car to be built and sold both in Europe and North America. The production started in 1993.L-43, B-49 Until December 1994, Plannja HardTech was the sole supplier of press hardened components. By the end of 1994, as the patent rights expired, Accra Teknik AB was established for hot forming of profilesB-46 and Benteler started production of door beams for the VW Polo.L-40
The majority of the press hardened parts were door beams through the mid-1990s, with Plannja HardTech producing approximately 6 million beams in 1996. By this time, the demand for bumper beams was also increasing.F-31 In 1996, the new version of the Renault Safrane included a press hardened bumper beam. The steel was uncoated and supplied by Usinor.B-43 By the end of 1996, EuroNCAP (European New Car Assessment Program) was formed, which increased the pressure on the OEMs for improved crashworthiness.T-26 Plannja HardTech was renamed as SSAB HardTech in 1997. In 1998, both the new Volvo S80L-44 and Ford FocusL-43 were equipped with press hardened bumper beams. SSAB HardTech opened its first plant in North America, in 1998, in Mason, MI.T-26
1998 saw the development of one of the most important breakthroughs in press hardening technology. French steel maker Usinor developed an aluminium-silicon (AS) pre-coated steel, commercialized as Usibor® 1500 (indicating the typical tensile strength, 1500 MPa).C-24, L-39
In 2000, BMW rolled out its new 3 series convertible, the E46 model. In this vehicle, the A-pillar is made from 3 mm thick uncoated, press hardened sheet. This was the first PHS application at BMW, and one of the first PHS A-pillar reinforcements.S-83, S-84 Accra started delivering roll formed PHS components for the Volvo V70, initially an optional 3rd row seating support. Approximately 10,000 parts/year were supplied.G-28
AS-coated steel was first hot stamped at a French tier 1 supplier, Sofedit.V-15 This grade was first used in the front bumper beam of 2nd Generation Renault Laguna (2000-2007). Laguna 2 was the first car to receive a 5-star safety rating from Euro NCAP.V-10 AS-coated blanks were also used in PSA Group’s Citroën C5 (1st Gen: 2001-2007) in the front bumper beam, and the right/left A-pillars. These three parts weighed a total of 4.5 kg, approximately 1% of the total BIW weight, Figure 5a. About one month later, PSA Group started production of the compact hatchback Peugeot 307. This car had five hot stamped components (right/left A-pillar, right/left B-pillar and rear bumper beam). Unlike the Citroën C5, these parts were uncoated. The total weight was 12 kg, corresponding to 3.4% of the BIW weight.R-17, P-27
Figure 5: Increase in press hardened component usage: (a) 2001 Citroën C5P-27, b) 2002 Volvo XC90L-29 and (c) 2005 VW Passat.H-50
Volvo started producing the XC90 SUV in 2002. The body-in-white with doors and closures weighed 531 kg.B-44 A total of 10 parts, weighing 37 kg are either roll form hardened or direct stamped PHS. This accounts for approximately 7% of the BIW weight.L-43 During its time, this was the highest use of PHS in car body. In Figure 5b, the press hardened components other than the 2nd row seat frame – which is a load bearing body part – are shown.
Accelerated Use and Globalization (Since 2005)
The use of press hardened parts increased rapidly after the introduction of the VW Passat in 2005. This car had approximately 19% of its BIW (by weight) made from press hardened steels, Figure 5c. Some parts in this car saw the first use of varnish coated blanksin a two-step hybrid process. Three parts were produced using either an indirect or hybrid process, including the transmission tunnel.H-50 In the same year Ford Mustang (5th Gen: 2005-2014) was rolled out. The car had “form fixture hardened” front and rear bumpers, supplied by Accra.G-28 The bumper geometry and the production method are highlighted in Figure 7 at this link.
In 2006, the Dodge CaliberK-37 and BMW X5P-28 were among the first cars to have tailor-rolled and press hardened components in their bodies. Tailor-rolling is a special process where the thickness of the blank is varied by a flexible rolling process, shown in Figure 6a. The incoming blank is a press hardening steel grade at the thickness equal to or slightly thicker than the targeted thickest portion of the part, and flexibly cold rolled to have a variable thickness distribution. Figure 6b shows the BMW X5 B-pillar.
Figure 6: (a) Tailor Rolling ProcessZ-5, (b) B-pillar of BMW X5 (2nd Gen: 2006-2013).P-28
Figure 7: B-pillars of: (a) Audi A4, which had a tailor welded blank with HSLA in the lower section, whereas (b) VW Tiguan created a tailored part with a soft zone (re-created after Citations H-32, B-20).
BMW 7 Series (5th Gen: 2008-2015) became the first car to have Zn-coated press hardened components in its body-in-white. The car also contained uncoated parts, as shown in Figure 8. The total PHS usage in this car was approximately 16%.P-20
Figure 8: PHS usage in BMW 7 Series (5th Gen: 2008-2015) (re-created using Citation P-20).
Since 2010, almost all automakers are using hot stamped steel in their car bodies. In 2012, VW Group unveiled the 3rd generation Audi A3 and 7th generation VW Golf. Both cars were sharing the modular transverse platform (MQB) and had over 24% of their BIW hot stamped. This number was 28% in the 2012 Golf. As of 2020, there are many global cars built on MQB platform (NAFTA, EU, China), and most of them have over 24% hot stamped components.B-14
As the technology advanced, press hardened components found uses beyond lightweighting. One such application reduced the width of the A-pillars to improve the driver’s vision. Some roof bows need to be removed in cars with a panoramic sunroof. In such designs, safety is maintained by reinforcing the A-pillars and cantrails with press hardened steel.N-21
Press hardening allowed car makers to create unconventional cars. In 2011, Hyundai rolled out the 1st generation Veloster. The car was a 3-door coupé (also known as 2+1, with one door on the driver side and 2 doors on the passenger side), and as such contained axisymmetric front doors. Thus, the car could not have a full B-ring, as illustrated in Figure 9a.B-14, R-19 Another unconventional design was the Ford B-Max subcompact MPV sold in Europe between 2012 and 2017. The car had conventional swing doors in the front and two sliding rear doors. The B-pillar was integrated in the doors and was made of press hardened steels. PHS components (integrated B-pillar in front and rear doors, door beams and cantrail) are shown with blue color in Figure 9b.B-14, L-45
Figure 9: Unconventional car designs with PHS: (a) Hyundai Veloster, asymmetric 2+1 doors coupé (re-created after Citation R-19), and (b) Ford B-Max, sub-compact MPV with integrated B-pillars in the doors.L-45
A door ring, as seen in Figure 10, is a single piece that covers the A and B-pillars, hinge pillar, and front portion of the rocker reinforcement. In 2013, the Acura MDX (3rd Gen: 2013-2020) became the first car to have a hot stamped door ring. The part was a tailor welded blank of two sub-blanks, as shown in Figure 10a. The design saved about 6.2 kg weight per car and had high material utilization ratio thanks to sub-blank nesting optimization.A-67, M-46 Currently several Honda (& Acura) and FCA models have hot stamped door rings. One of the most recent applications was in 2017 Chrysler Pacifica with 5 sub-blanks, as shown in Figure 10b. This car also has a PQS550 sub-blank at the lower B-pillar region.D-28
Figure 10: Hot stamped door rings: (a) First application in 2013 Acura MDX had 2 sub-blanks, (b) a more recent application in 2017 Chrysler Pacifica has 5 sub-blanks with PQS550 at the lower B-pillar (re-created after Citations B-14, A-67, D-28)
Since 2013, tubular “hardened steels” are also found in car bodies. One of the first applications was in Mazda Premacy (Mazda 5 in some markets). In this case, a special 3-D hot bending and quenching (3DQ) was employed. The same process was also used in making the A-pillars of the 2nd generation Acura NSX (also known as Honda NSX in some markets, 2016-2022), as seen in Figure 11a.H-29 Since 2018, tubular parts formed with internal pressure — form blow hardened parts — are being used in Ford Focus (4th Generation) and Jeep Wrangler (4th Generation). In the European version of the Ford Focus, a tailor rolled tube with thicknesses between 1.0 and 1.8 mm is used, as depicted in Figure 11b.B-16, B-17
Figure 11: Tubular hardened steel usage in A-pillars of: (a) 2016-2022 Acura NSXH-29, (b) 2018-Present Ford Focus.B-16
PHS Use in xEVs: Hybrid Electric, Battery Electric, Plug-in
Hybrid Electric, & Fuel Cell Electric Vehicles
The first commercially available Hybrid Electric Vehicle (HEV) was the Toyota Prius (1st Gen: 1997-2003). The second-generation Prius (2003-2009) had very few press hardened components, as shown with red color in Figure 12a. This was the first time Toyota used hot stamped components.M-47 The third generation Prius (2009-2015) had approximately 3% of its BIW press hardened. In the 4th generation Prius released in 2015, the share of >980 MPa steels has risen to 19%.U-10Figure 12b shows the press hardened parts in the 4th generation Prius.K-38 The 5th generation Prius still has some hot stamped components,T-54 but the body has a number of cold formed 1180 and 1470 MPa gradesF-50, possibly reducing the hot stamped steel usage.
Figure 12: PHS usage in Toyota Prius: (a) 2nd generation (2003-2009) and (b) 4th generation (2015-2022) (re-created after Citations M-47, K-38)
Tesla started production of Battery Electric Vehicles (BEV) in 2008, with the Tesla Roadster. This was a low volume vehicle with aluminum and carbon fiber body. Relatively higher volume vehicles, Model S and Model X had aluminum bodies, with PHS reinforcements in the pillars and the bumpers. Model S is known to have a roll-formed PHS bumper beam. High volume Model 3 and Model Y have a significant amount of press hardened components in their bodies.T-35
In 2011, General Motors started production of its first Plug-in Hybrid Electric Vehicle (PHEV), the Chevrolet Volt (known as Opel Ampera in EU and Vauxhall Ampera in the UK). This car had six hot stamped components, including A and B pillars, accounting for slightly over 5% of the BIW mass.P-29
In 2013, Chevrolet modified its supermini car Spark to have a BEV variant. The Spark with internal combustion engine weighed around 1040 kg and had good results from all IIHS tests. In the roof crush test, the car’s upper body was able to carry a total of 4615 kg, approximately 4.4 times of its weight. The EV version, on the other hand, had to carry the weight of the batteries and weighed around 1350 kg. The under body was modified to protect the battery from impacts. The upper body had to be modified to improve the load the roof can withstand in the roof strength test. PHS was used both in upper and underbodies, accounting for 14% of the BIW (Figure 13).H-51
Figure 13: Distribution of different steel families in Chevrolet Spark and Spark EV (re-created after Citation H-51).
Recent years have seen many BEVs developed and marketed in North America, EU and China markets. Table 1 shows PHS usage in some of these vehicles. For the car bodies listed, only the Nissan Leaf does not have any components made from PHS.T-36 The Jaguar I-PACE, with an aluminum intensive car body, has an innovative PQS-PHS patchwork B-pillarB-21, shown in detail in Figure 12a on the PHS Grades page. Most other BEVs had PHS usage over 10% of their BIW mass by the early 2020s. Renault ZOET-37, Chevrolet BoltO-12 and Opel Corsa-eS-85 are all subcompact cars (B-segment in EU) with steel intensive bodies. Chevrolet Bolt has aluminum doors and closures.O-12 Nissan Leaf and VW ID.3 are compact cars (C-Segment), both have steel intensive bodies. The 1st generation Nissan Leaf had aluminum doors and closuresT-36 and VW ID.3 used extruded aluminum to protect the battery from side impacts [54]. The Audi e-tronE-9, Jaguar I-PACEB-21 and Aiways U5S-86 are medium size SUVs with significant aluminum usage, yet all have some percentage of PHS in their bodies. Polestar 1 is a plug-in hybrid sports car, built-in China and sold under the Volvo Car performance brand, Polestar. The car’s upper body is almost exclusively carbon fiber reinforced polymer (CFRP), whereas the under body is 93% steel, including significant amount of PHS.N-22 ORA R1 is a small city car (A-segment), produced by Great Wall Motors.S-86 The car was the 3rd best-selling EV in China in October 2020.M-48 Voyah, a new brand of Dongfeng Motors, released the iFree SUV.W-33
Table 1: PHS usage in several battery electric vehicles (BEVs) around the world.
* BIW (exc. d/c) = Body in White excluding doors and closures
In December 2020, Hyundai announced their new electric platform, E-GMP. The platform will utilize press hardened steel components to secure the batteries.H-52
Another xEV technology is Fuel Cell Electric Vehicle (FCEV), which uses hydrogen as fuel to generate electricity. One of the first FCEV cars was the 2009 Honda FCX Clarity. The car was not sold, but leased in limited numbers. There were less than 50 cars leased in the US.V-18
Since 2015, Toyota has been selling its Mirai FCEV. The car has to carry high pressure hydrogen tanks (2 in the 1st generation and 3 tanks in the 2nd generation), battery, and electric motor. The car is similar in size with Camry, but is about 350 kg (770 lbs) heavier. The first generation Mirai had only B-pillars, cantrails and lateral floor members press hardened.T-38 The second generation has a number of parts with PHS in its under body as well.T-39
The second-generation Honda Clarity FCV was introduced in 2016. This BIW has approximately 15% press hardened components, by weight (including doors and closure weight).K-39 In 2018, Hyundai Nexo became the first fuel-cell car to be tested by EuroNCAP and received 5 stars. The car has A and B pillars, rocker reinforcements, and several under body components made from PHS, as seen in Figure 14.H-53
Figure 14: Press hardened steel usage in Hyundai Nexo Fuel Cell vehicle: (a) side view and (b) top view (re-created after Citation H-53).
Since the early 2020s, electrification has been the main focus of automotive industry. Heavier batteries add at least two segments of weight. To put this in perspective, a subcompact BEV may be as heavy as a mid-size ICE car. Thus the cars had to endure higher roof strength loads as part of federal test requirements (but not part of IIHS), along with requirements associated with various frontal crash conditions. In addition, the severity of EuroNCAP and IIHS side impact tests have increased. EuroNCAP’s side impact energy has been increased by 55%, whereas IIHS’s new side impact test has 82% higher energy compared to the previous tests. EuroNCAP’s new full frontal test also needs higher energy absorbing capability in the front end.B-79
Another big change since 2020 has been using a common upperbody with different underbodies containing different powertrains. Some examples include: BMW X3 (ICE) vs. iX3 (BEV) and Volvo XC40 (ICE) vs. EX40 (BEV). Since BEVs have very high torsional stiffness due to the battery pack, some of the stiffening parts in the upperbody may be removed in the BEV versions.
Before the 2020s, lightweighting was emphasized for the interrelated targets of carbon emission reduction or fuel consumption reduction. With the electrification of the vehicle fleet, the importance of lightweighting now is to enhance the EV range – or payload capacity in commercial vehicles, as seen in next subsection.
In 2024, the Tesla Cybertruck became the first vehicle to have a press hardened double door ring. The technology quickly became popular in China, with several other cars adopting the technology (see Figures 12 and 13 in PHS Tailored Products). As of 2025, the maximum usage of PHS is still around 38% of the body in white weight. However, there are many cars with over 30% PHS usage, as listed in Table 1 – mostly xEVs.
PHS Use in Commercial Vehicles
Press hardening steels improves safety and contributes to lightweighting in passenger vehicles with conventional internal combustion engines and in xEVs. In commercial vehicles, lightweighting can help to increase the payload, as typically these vehicles are limited by their gross vehicle weight (GVW = curb weight + payload). Electrification (HEV, PHEV or BEV) in commercial vehicles further increases the need for press hardened steels in these vehicles.
In Europe, van type commercial vehicles are popular. There are at least 4 distinct classes of panel vans. The smallest ones are typically based on sub-compact (B-segment) car platforms. These cars may be between 3.8 m and 4.2 m long. Vans like Fiat Fiorino and Ford Transit Courier, shown in Figure 15a, can be classified as subcompact. Compact vans are based on C-segment cars and could be sold as commercial or passenger cars. Fiat Doblo (sold as Ram Promaster City, in North America), Ford Transit Connect (shown in Figure 15b), Opel Combo, Peugeot Rifter, Renault Kangoo, VW Caddy are in this segment. These vehicles may have short or long wheelbase (SWB and LWB) versions. Typical lengths are between 4.4 m and 4.5 m in SWB; and between 4.7 m and 4.85 m in LWB. Small vans include Fiat Talento, Ford Transit Custom (shown in Figure 15c), Mercedes Vito/V-Klass, Opel Vivaro/Zafira Life, Peugeot Expert/Traveler, Renault Trafic, and VW Transporter/Caravelle. These cars can be sold as vans or minibuses, with 4.6 m to 5.3 m length options. Lastly, the largest volume and heaviest payload can be carried in full-size vans. Fiat Ducato (Ram ProMaster in North America), Ford Transit, Mercedes Sprinter (Freightliner Sprinter in US), Peugeot Boxer, Renault Master and VW Crafter (shown in Figure 15d) (length data is taken from Wikipedia.org). With new generation commercial vans, over 15% PHS is now also common in Europe.
Figure 15: European panel vans of different sizes: (a) Ford e-Transit Courier (sub-compact)A-89A-89, (b) Ford Transit Connect (Compact)C-25, (c) Ford Transit Custom (Small)B-51, and (d) Volkswagen Crafter (Full-size).V-19
In North America, pick-up trucks are popular for both commercial and leisure uses. Most OEMs offer pick-up trucks in three different segments: compact, mid-size and full-size. The US Environmental Protection Agency (EPA), on the other hand, classifies trucks as small and standard. Almost all of these pick-up trucks are built as body-on-frame construction with 3 main components: (1) a ladder frame carrying the powertrain and suspension, (2) a cab where the occupants sit and (3) a box which would carry the goods. Honda Ridgeline is one of the exceptions, a standard-size (EPA class) truck with a unibody construction, meaning it does not have a separate frame.B-52
For full-size trucks, the first use of PHS at Ford started with 12th generation F-series in 2009. The largest cab option (commonly called a crew-cab) used a press hardened B-pillar, as shown in Figure 17a. The total weight of PHS components was estimated to be around 8.5 kg, approximately 3% of the total cab weight.M-49 In its 13th generation, Ford switched to an aluminum intensive (92% Al) cab, which did not use PHS in the cab.K-40 However, in the ladder frame of some F-series trucks, additional load transfer parts can be found, as shown in Figure 16c. These parts are produced by the form fixture hardening method. In 2015, trucks without these parts (such as seen in Figure 16a) received a marginal score at IIHS small overlap test. Those with the additional parts (highlighted in Figure 16b) received the “Top Safety Pick” designation.I-19, M-50
Figure 16: Undercarriage view of Ford F-Series: (a) Extended cab, and (b) Crew cab. (c) The tubular parts are made by form fixture hardening process (re-created after Citations I-19, M-50)
In 2015, Chevrolet Colorado (and its badge engineered version GMC Canyon) was introduced. This mid-size truck has A and B-pillars hot stamped, accounting for 6% of the cab weight. The truck’s B-pillar reinforcement was a tailor rolled blank with thickness varying between 1.0 and 2.0 mm.M-51 Toyota Tacoma, a direct competitor to Colorado in size, also has press hardened steels in its A and B-pillars.H-54
Figure 17: Hot stamped steel usage in truck cabs: (a) 12th generation Ford F-150 (2009-2015)M-49, (b) 2nd generation Chevrolet Colorado (2011-2024).M-51 *Percentage values are for cab only.
In 2017, the 2nd generation Honda Ridgeline became the first truck to have a hot stamped door ring, Figure 18a. As opposed to most other pickup trucks, Ridgeline has a unibody design – with no separate frame. Thus, the body and the cab have to be reinforced and weighs about 593 kg. Door rings are tailor welded from 4 sub-blanks, all PHS1500, and weigh approximately 17 kg per side.B-52 In 2018, FCA started production of the 5th generation RAM 1500. This truck also has press hardened door rings, as well as other PHS components in the under and upper body, accounting for almost 15% of the cab and box weight (Figure 18b). These door rings are made from a 6-piece tailor welded blank, with a thickness range between 1.2 and 1.8 mm. A PQS550 sub-blank is used as the lower B-pillar section.R-3
Figure 18: PHS door rings are found in (a) 2017 Honda RidgelineB-52 and (b) 2019 RAM 1500R-3 *Percentage values include cab and box.
PHS has also found several uses in heavy commercial trucks. The cab of the 2nd generation Scania truck weighs around 388 kg (including doors). 4% of the cab is made of PHS to pass ECE R29 safety tests. A-pillars have soft zones to further improve toughness of the spot welds.B-53 The Mercedes Actros truck has a roll formed PHS rear bumper, with a rectangular closed profile of 100 x 60 mm and a wall thickness of 3.5 mm. Crossmembers of the frame are also made with the same process.H-55
There are several electric commercial vehicles in production and in development. In Europe, the Mercedes e-Sprinter and VW e-Crafter are commercially available. Ford e-Transit (which will be also sold in NAFTA) is under development. The body is not modified in either the VW e-Crafter nor the Ford e-Transit.V-20, H-56 The battery is attached to the under body with additional elements. Typically, payloads are reduced due to the battery weight. The two battery options offered for the e-Sprinter are one with a long range at the expense of reduced payload and another allowing for increased payload but reduced range.M-52
Rivian developed one of the new generation electric pick-up trucks. Although there has not been an official facelift or a 2nd generation, the BIW has been modified throughout the production of this vehicle. A 2025 presentation has revealed that some aluminum components have been replaced with steel in their so-called 2nd generation body. Press hardened steels have been used in A and B pillars, as well as the hinge pillar, as seen in Figure 19.B-88
Figure 19: PHS usage in Rivian R1T: (a) first generation, (b) second generation (re-created after Citation B-88).
The Tesla Cybertruck (SOP 2024) has become the first vehicle to introduce a double door ring. This was – at the time of start of production – considered to be the largest single piece hot stamping. The part can be seen in Figure 12 in our article on PHS Tailored Products.
Supply
By 2015, hot stamping industry was a 6 billion USD industryV-17 with approximately 100 companies involved.B-14 The industry can be divided into 5 layers:
Raw materials: steel mills, service centers, cold rolling companies (including tailor rolled blanks), blanking companies, laser welded blank companies, and similar.
Tool makers: die makers, die spotting companies, and similar.
Tier suppliers: Tier 1 or Tier 2 suppliers, typically for automotive OEMs.
OEMs: Original equipment manufacturers, or the vehicle producers themselves.
Raw Material Suppliers
SSAB was the first PHS steel producer, and supplied PHS steel to the first Tier 1 PHS stamping company – which was SSAB subsidiary SSAB HardTech AB. Until 1994, HardTech was the only press hardened component supplier and produced approximately 3 to 4 million door beams per year.F-31, T-26 At the time, the estimated total PHS steel supply was on the order of a few thousand tons per year. At the end of 1994, Accra was established as the second Tier 1 supplier.B-46 The company, at least initially, also sourced their steel from SSAB.G-28
Benteler started supplying hot stamped parts to Volkswagen in 1994.L-40 Benteler specified a narrow standard for 22MnB5, commonly known as BTR165 (or sometimes shortened as BTR). In the early 2000s, several OEMs were using this abbreviation for uncoated PHS steels.
By 1996, Usinor (the French steel company which later merged with Spanish steel producer Aceralia and Luxembourg-based Arbed to form Arcelor) is known to supply uncoated PHS grade to Renault.B-43 In 1998, Usinor developed the AS coatingL-39, which would be commercialized in 2000 with the USIBOR 1500® name.V-15
In 2003, the annual European usage of press hardening steel was estimated to be between 60,000 and 80,000 tons.H-46 While the AS-coated steel usage was only 5,000 tons/year in 2006, it increased to 220,000 tons/year by 2009. Five steel mills had the capability to produce AS-coated PHS material in 2009, with three owned by ArcelorMittal, and one each by ThyssenKrupp and Nippon Steel. The latter two companies were running under an ArcelorMittal license.V-15
Earlier projections of future PHS usage have almost always underestimated the growth rate. In 2009, it was projected that in 2013, AS-coated steel usage would be close to 700,000 tons/year.V-15 In reality, nine steel mills produced AS-coated steel in 2013, with the total production exceeding 850,000 tons. In 2013, it was estimated 3 million tons would be achieved by 2020.E-8 Consumption surpassed the 3 million tons threshold in 2018 (Figure 20).B-32
Figure 20: Press hardening steel demand had surpassed the previous estimates.V-15, E-8, B-32
Once the steel coils are produced, they are typically sent to steel service centers, where the coils could be slit and/or cut to length. Some service centers may also have blanking lines and laser welding capabilities capable of producing tailored blanks using PHS and/or PQS grades.
In 2014, ArcelorMittal Tailored Blanks (AMTB) had at least three ablation lines for PHS/PQS grades, giving them an annual capacity of producing 3 million tailor welded blanks.E-8 By 2015, the total PHS TWB market was estimated to be 8.4 million blanks. WISCO Tailored Blanks (now known as Baosteel Tailored Blanks) was supplying approximately two thirds of the demand.B-47 By 2019, AMTB had invested in four additional ablation lines.J-20 Estimates of their capacity now exceeds 7 million welded blanks per year.
Tailor rolled blanks (TRB) are mostly supplied by the German company Mubea. An estimated 6,000,000 hot stamped TRB components have been produced per year in 2017. As of 2025, Mubea operates 8 tailor-rolling lines in 3 continents.
Tier Suppliers
Currently there are over 700 press hardening lines around the world. Approximately 10% of them are run by OEM’s. A minority of the lines are run for die tryout, R&D and training purposes by steel mills, die makers, tier suppliers, and equipment manufacturers. There are over 60 tier supplier companies, running approximately 75% of the all press hardening lines. Three big tier suppliers are currently operating over 40% of all the lines. Figure 21 summarizes the press hardened part supply as of 2020.H-45More recent data is kept confidential.
Figure 21: Distribution of press hardening lines in 2020.H-45 (see contact information in Citation B-55 for more up-to-date information).
In 2003, there were 15 lines in Europe. This number increased to 42 lines in 2009H-46 and over 60 lines by 2012.B-48 According to Billur Metal Form’s Hot Stamping Lines DatabaseH-45, there were over 180 lines in EU27+Turkey in 2020.
The first Tier supplier for press hardened components was HardTech, initially with lines located in Luleå Sweden. The first North American line was also established by HardTech in 1998 in Mason, MI, USA. By 2011, there were already 51 lines in North America.B-48 The number in 2020 was over 130 according to Billur Metal Form’s Hot Stamping Lines Database.H-45
In 2011, over 85 percent of the press hardening lines were in Europe or North America. China, Korea and the rest of the world had only 19 lines.B-48 Only 5 hot stamping lines existed in China in 2010, but the number increased rapidly to 40 by 2015.M-44 By 2020, the total number of lines in China approached 200. South Korea was home to over 40 hot stamping lines in 2020.H-45 A recent study has shown in 2022, China was home to about 260 hot stamping lines.M-74
Figure 22 is a plot containing parts produced per year (in millions) shown in red and the number of PHS lines globally in blue, showing that they track well at least through approximately 2017. This leads to the conclusion that until that time, the average hot stamping line produced 1 million parts per year. The divergence beginning around 2017 may indicate productivity improvements, since the annual parts produced are outpacing the number of additional lines commissioned. However, since post-2015 production numbers are from an estimate made in 2015, current values may suggest different line productivity trends. Also note that a “double door ring” may be counted as 1 part, when it is actually replacing at least 5 pieces (A-B-C pillars, cantrail, rocker).
Figure 22: Number of hot stamping lines and parts produced per year (literature data from Citations B-48, A-52, H-47, O-11; database information is from Citation H-45)
Original Equipment Manufacturers
Volkswagen was the first OEM to invest in an in-house press hardening line. By September 2004, there were already 6 press hardening lines within the VW Kassel plant.K-36 The lines were designed to work with the Direct PHS Process, as well as the two-step Hybrid PHS Process. The 6th Generation Passat started production in March 2005. The car had a total of 15 press hardened parts: 12 through the direct process and 3 using the two-step hybrid process, with varnish coatings.W-31 Since 2010, only Al-Si coated blanks have been used with the direct process within Volkswagen. As of 2020, there are a total of 14 press hardening lines at VW: 11 in Kassel and 3 in Wolfsburg. Many current Volkswagen models have over 25% press hardened components in their bodies.
Fiat became the second OEM to invest in press hardening. In 2008, their Cassino plant had five press hardening lines. The lines were accompanied by two trimming presses and eight laser cutting machines.R-18 Fiat models typically have around 5% to 15% of their body components formed using of press hardened steels, as seen in Figure 23.M-45 In 2013, Fiat Group’s Alfa Romeo brand started production of the 4C sport car. In this vehicle, an underbody aerodynamic component was hot formed Al 6016, which also was produced on a press hardening line (not necessarily in-house).C-23
Figure 23: Press hardened component usage in former FCA group (now part of Stellantis) cars between 2006-2018 (re-created after Citation B-14),
In 2009, BMW became the third OEM to have in-house press hardening lines. Contrary to VW and Fiat, BMW uses zinc-coated blanks formed using the Indirect Process. Their first car to have in-house press hardened components was the BMW 5 GT (F07, 2009-2017).G-38 In the latest generation 5 series (G30, 2016-2023), the PHS usage has surpassed 22% of the body-in-white mass.A-65
As of January 2021, other OEM’s having in-house press hardening lines include (but are not limited to) these companies:
Audi: 2 lines in Ingolstadt, since 2009; 2 more lines in Münchsmünster, since 2013.
Honda: 1 line in Japan, operating since 2012.
SEAT: 3 lines in Martorell.
Proton: 1 line in Malaysia, since 2012.
Toyota: 1 line in Japan.
Volvo: 2 lines in Olofström Sweden, since 2014.
Renault: 1 line in Valladolid Spain; 1 more in Douai France, both running since 2014.B-14
Ford: 2 lines in China, 2 in Saarlouis, Germany and 3 in Woodhaven, MI, USA.
Great Wall Motors: 1 line in Xushui Baoding, China, running since 2015.G-39
Opel, 1 line in Kaiserslaitern Germany, started operation on 15 January 2021.L-41
Some OEMs may have access to press hardening lines within their subsidiary tier suppliers. These include Toyota through Toyotetsu and Hyundai through the lines within Hyundai Steel. These are included under “Others” in Figure 21.
Forming simulation of cold forming processes has matured to the point where most commercial simulation software packages easily predict global formability concerns such as necking failures. The strain distribution and final mechanical properties in the formed part come from details such as the hardening curve, yield surface, and constitutive laws, along with assumptions of tribology through the coefficient of friction.
In contrast, simulation of hot forming is substantially more complex due to the interactions of mechanical properties with temperature and microstructure. These are all interrelated, and are summarized in Figure 1. In most processes, tools are drilled with cooling channels for heat extraction. In some simulation software the heat transfer to the coolant medium may also be calculated. B-14
Figure 1: Physics involved and their interrelations (re-created after B-14).
In 2000’s metal forming simulation software was lacking the capacity to couple the multi-physics shown in Figure 1. General purpose Finite Element Analysis (FEA) software was able to run coupled thermo-mechanical processes. However, one study in 2007 found that hot forming of a blank of 420 x 170 mm, 1.75 mm thickness took 10 hours to complete.T-53Figure 2 shows a study from 2008, where a forming simulation software was used to run : (a) isothermal simulation, no thermal calculations, considering uniform temperature distribution, and (b) non-isothermal simulation. When temperature effects were not considered, thinning was estimated to be 14%. The non-isothermal simulation however showed a maximum thinning of almost 40%.H-69
Figure 2: Some of the earliest hot stamping simulation results: (a) isothermal simulation, (b) non-isothermal simulation (re-created after H-69).
In terms of the material characterization, mechanical properties as determined in a tensile test are temperature dependent. Further influencing the stress-strain response is the strain rate at which the deformation occurs (Figure 3). For hot stamping purposes, it is also important to note that these tensile tests are done after austenitizing followed by soaking then slowly cooling to test temperature. In other words, the test at 700°C is not just heating to 700°C, but heating to over 900°C, soaking there, slowly cooling to 700°C and then testing at 700°C.B-14
Figure 3: Flow stress curves at various temperatures and strain rate levels (re-created after B-14).
Material properties such as the Elastic Modulus and Poisson’s ratio also change with temperature, along with heat conductivity and specific heat. These parameters are summarized in Table I using data from Citation S-93.
Table 1: Temperature dependent mechanical material properties for 22MnB5 press hardening steel.S-93
Temperature (T) [°C]
20
100
200
300
400
500
600
700
800
900
1000
Elastic modulus (E) [GPa]
212
207
199
193
166
158
150
142
134
126
118
Poisson’s Ratio (ν) [-]
0.284
0.286
0.289
0.293
0.298
0.303
0.310
0.317
0.325
0.334
0.343
Heat Conductivity (k) [W/m·°C]
30.7
31.1
30.0
27.5
21.7
23.6
25.6
27.6
Specific Heat (Cp) [J/kg]
444
487
520
544
563
573
581
586
590
596
603
Several research groups tried to implement forming limit curves, tested at different temperatures.S-92 However, the effects of strain rate and cooling rate are mostly missing in these curves. The necking initiation can also be predicted by strain rate changes in neighboring elements. Figure 4 shows both approaches.B-84
Figure 4: Necking prediction in hot stamping simulations: (a) temperature dependent forming limit curveS-92, (b) onset of necking by strain rate in high strain element (re-created after B-84).
Temperature distribution on the part has critical importance on the thinning distribution and necking initiation. The blank loses temperature to the tool via a thermal contact conductance (TCC, typically shown by hc). New generation software can use a TCC to be a function of gap and pressure, as shown in Figure 5.B-14
Figure 5: Thermal contact conductance (TCC) as a function of both gap an pressure (re-created after B-14).
The spacing, diameter, and distance from the surface of these channels all influence the heat transfer capabilities of the tool design. The tool material as well as the flow and heat transfer characteristics of the cooling fluid also plays a significant role. The factors affecting heat extraction from the blank to the cooling fluid are summarized in Figure 6. Many hot stamped parts achieve tailored properties across the part, through either using tailor welded/rolled/patch blanks or undergo differential heating or cooling to produce soft zones. Accurate simulation predictions require capturing the forming and cooling differences of these approaches. Further improvements occur when simulations incorporate how temperature influences the changes which occur to tool deformation and tooling thermal expansion.
Figure 6: Different modes of heat transfer for extracting the heat from blank to the cooling fluid (re-created after B-14).
Key to heat extraction is good contact between the sheet steel and the tool surfaces. However, this is challenging to achieve with vertical or near-vertical walls. These areas may be severely deformed and thinned. Thus, these areas are at risk of not achieving the desired microstructure and strength if the lack of tool contact prevents sufficient heat extraction. Locally, this also changes the residual stress distribution.
Incorporating all details related to the forming and cooling of press hardened steels requires the use of coupled thermo-mechanical-metallurgical finite element models which capture the deformation and phase transformations which occur throughout the the different stages of the process, as shown in Figure 7.
Figure 7: Stages of a hot stamping simulation and the physics involved in each stage (re-created after B-14)).
Improved accuracy occurs with additional refinement in the models, such as incorporating the effects of deformation occurring while the steel is still fully austenitic. Austenite grain boundaries are major nucleation sites for diffusional transformation to ferritic phases, and deformation increases dislocation density and reduces the grain size, promoting the conditions for at least some ferrite formation instead of martensite.
A 2014 study considered both conditions, where a grain refinement model included the effects of prior austenite deformation in the hot stamping simulation of a hat-shaped part.B-57 Without considering austenitic deformation, sidewall hardness remains above 450 HV and therefore can be assumed to be fully martensitic (Figure 8a). Incorporating the influence of part deformation occurring while the steel is in the austenite region, the model shows a substantial strength reduction in the highly-deformed wall region (Figure 8b). The model projects hardness levels close to 200 HV on the surface layers where the deformation is more severe than the core layer of the part. In contrast, core layer hardness is projected to be slightly over 300 HV, as indicated in Figure 8c which shows the cross-sectional profile in the thickness direction. These hardness levels suggest that martensitic transformation has not fully occurred in this location along the sidewall, either at the surface or at the core.
Nonetheless, this phenomenon can be avoided by using proper die and process design capable of providing sufficiently rapid cooling rates.
Figure 8: Incorporating prior austenite grain size in simulation lowers predicted hardness in highly deformed areas. (re-created after B-57)
This article summarizes a paper, entitled “Effect of GA-Coating Evolution during Press-Hardening on Fiber Laser Lap Welding Behavior of 22MnB5 Steel”, by M. H. Razmpoosh, et al.R-4
The study investigates the effects of Fe-Zn diffusion layer on laser lap-joining behavior of galvanneal (GA) coated 22MnB5 steel, an Advanced High-Strength Steel designed for the hot forming process. The results indicate that by using higher press-hardening durations, the weld window shrinks; however, this results in a wider weld bead, and therefore promotes the load-bearing capacity of the joint.
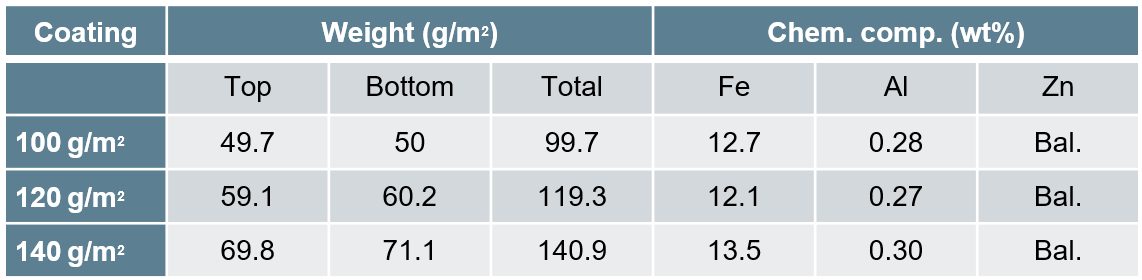
Press-hardened 22MnB5, 2mm sheet steels were used in the present study. The details of the chemical composition and the as-received mechanical properties of the sheets are given in Table 1. The steel sheets were GA-coated with two different initial total coating weights of 100 and 140 g/m2 (Table 2).
Table 1: Chemical Composition (wt.%) and Mechanical Properties of the Experimental PHS.
.
Table 2: Weight and Chemical Composition of Various GA Coatings used in the Present Study.
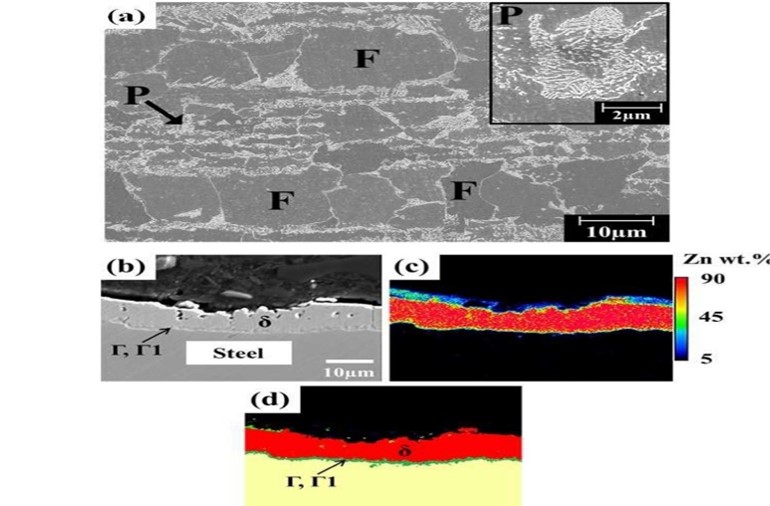
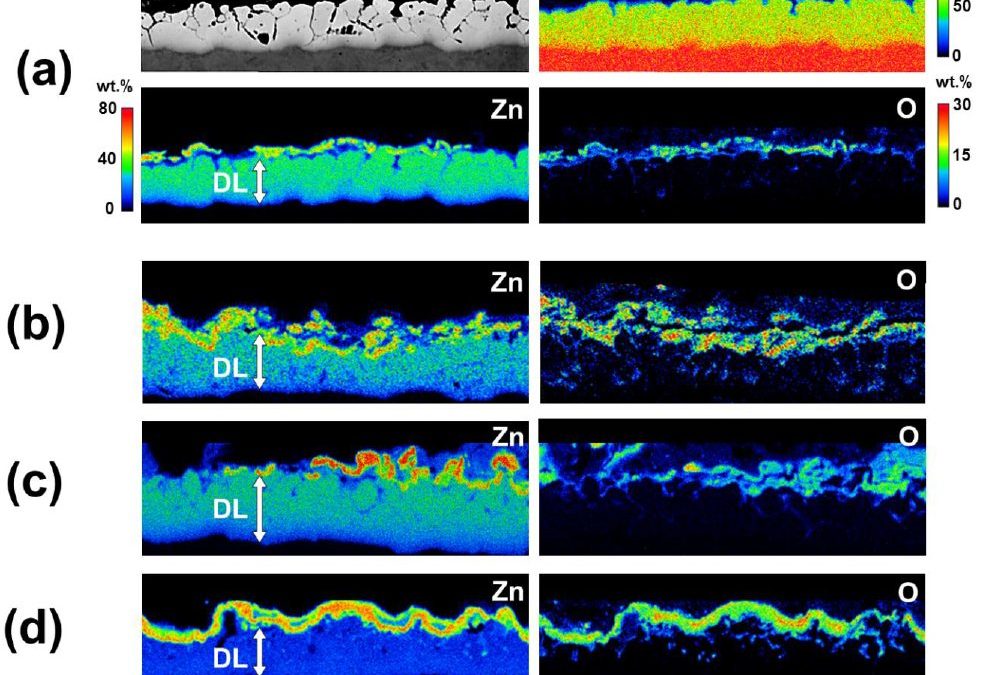
Figure 1 demonstrates backscattered scanning electron microscopy (BS-SEM) and Electron probe microanalysis (EPMA) elemental distribution of a representative Fe-Zn DL after press-hardening at 860°C for 4-10 min and corresponding 900°C for 10 min. It has been observed that by increasing the press-hardening time the Zn-content decreases; however, at higher press-hardening temperatures (i.e., 900°C) due to extreme oxidation, the average Zn-content decreases severely.
Figure 1. BS-SEM and EPMA Results of the Press-Hardened Blanks at 860°C [(a) 4 min, (b) 7 min, (c) 10 min, and (d) 900°C for 10 min (DL)].
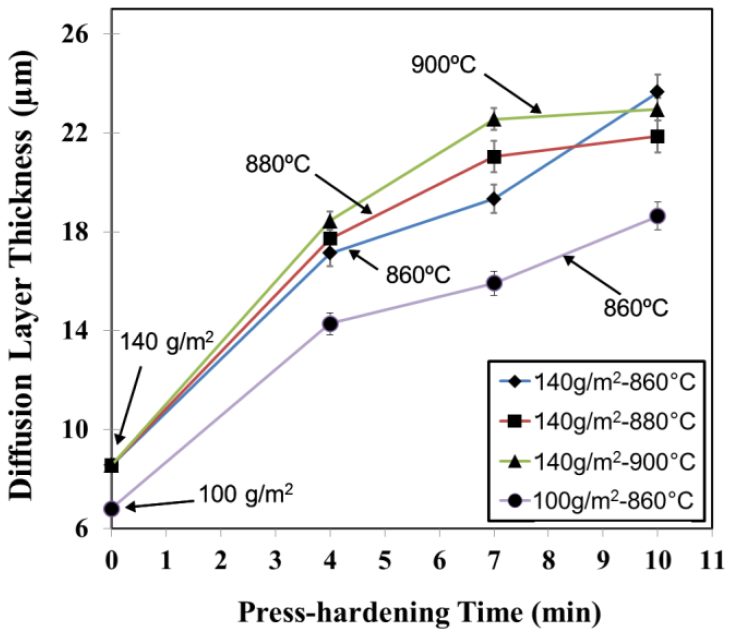
Figure 2 summarizes the effects of press-hardening time and temperature on the thickness of the Fe-Zn DL in two different initial coating weights of 100 and 140 g/m2. With increasing the heat-treatment time at 860°C, the thickness of overall Fe-Zn DL increases. However, specifically at 900°C and longer press-hardening times, the final Fe-Zn DL is not increasing. Moreover, it has been observed that at a constant press-hardening time-temperature, lower initial coating weight results in a lower final Fe-Zn DL thickness.
Figure 2: DL Thickness vs. Press-Hardening Times at the Experimental Temperature and Initial Coating Weights.
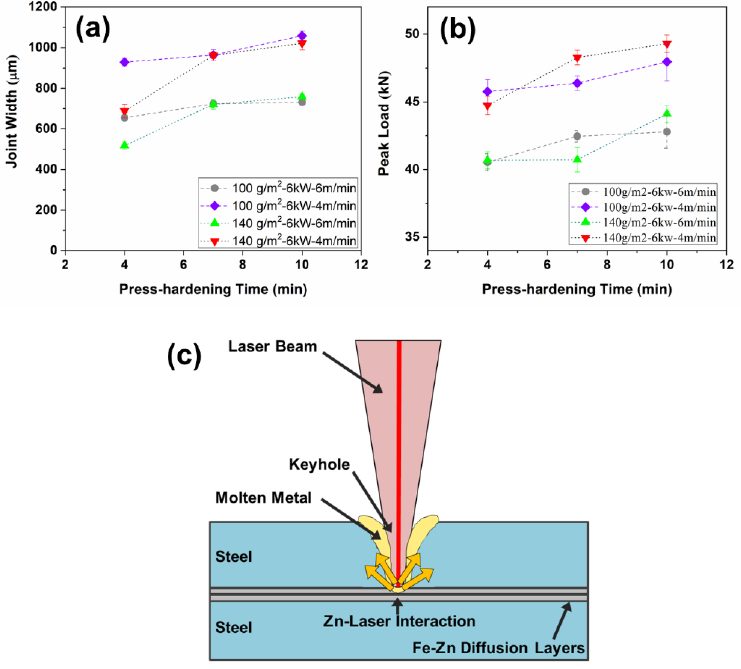
According to Figure 3(a), increasing the press-hardening time at a constant temperature results in wider weld beads. Hence, the fact that failure occurs within the FZ (faying surface) during lap-shear tensile tests justifies the slightly enhanced peak loads [Figure 3(b)].
Figure 3: (a) Joint Width, (b) Peak Load of Lap-Shear Tensile Test vs. Press-Hardening Time, and (c) Schematic of Fe-Zn DL and Laser Interaction.
This work concluded the following:
The initial GA-coating mainly evolves into a Fe-Zn DL [α-Fe(Zn)] and ZnO after the press-hardening. The thick α-Fe(Zn) phase holding 20-40% Zn; however, it was observed that with increasing press-hardening temperature, due to severity of oxidation Zn-content of the Fe-Zn DL decreases.
Due to higher oxidation, severity at higher press-hardening temperatures, and subsequent lower Zn-content, the sensitivity of the process window is less than 860°C.
Because of intensified Zn-plasma and laser beam interaction, by increasing the press hardening time at a constant temperature of 860°C (higher Fe-Zn DL thickness), joint width increases. This explains higher lap-shear tensile peak loads associated with the higher press-hardening times.



































![Figure 1. BS-SEM and EPMA Results of the Press-Hardened Blanks at 860°C [(a) 4 min, (b) 7 min, (c) 10 min, and (d) 900°C for 10 min (DL)].](https://ahssinsights.org/wp-content/uploads/2020/07/3112_Fig1.jpg)