The information provided on this page represents generalizations and may not be directly applicable to every forming situation. OEMs factor in many considerations when choosing grades for each application, including but not limited to the cost and availability of products with the targeted strength level and coating consistent with the manufacturing and engineering strategy of the specific OEM.
Notch-free Flanges on Channel Section Ends
Joining longitudinal cross members to other parts typically is facilitated by an end flange joint, as shown on the left side of Figure 1. The corners of these flanges are highly strained, and are therefore at risk for edge cracking when higher strength sheet steels are used. Notching the section corners (Figure 1, center) avoids these high strains and associated edge cracks, but also reduces the stiffness provided by a continuous flange in these sections. A notch-less end flange, such as shown in the right image in Figure 1, retains the desired structural benefits.
Figure 1: Notch-free flanges are preferred for structural benefits, but must avoid edge cracks from forming.N-32
One potential forming approach that minimizes the edge strainsN-32 incorporates a developed blank edge where the edges of the sheet steel are cut to the precise dimensions to achieve the targeted contour of the formed part with no additional post-forming trimming. Additionally, the sheet is supported using a lower pad throughout the forming process, as indicated in Figure 2.N-32
Figure 2: Comparison of conventional techniques and the developed approach to minimize the edge strains at the ends of longitudinal sections.N-32
At the beginning of the forming process, the lower pad is held at a position higher by its vertical stroke (Slp) than the upper surface of the punch, and during the forming process, the width center of the blank is maintained at that height.
After the upper pad bottoms to the die surface of the die, the upper pad and the die move as one unit, and the lower pad moves down. At bottom dead center of the press stroke, the level at which the blank was held becomes equal to the punch surface, and the forming of the first process ends here.
The referenced studyN-32 tested steels with 980 MPa and 590 MPa tensile strength. With a testing setup similar to what is shown in Figure 2, conventional approach resulted in edge cracks, but the developed method successfully formed crack-free parts. A lower pad vertical stroke Slp was optimized to minimize the thickness decrease seen in the flange. At this value, the thinning strain using the 980 MPa steel was essentially the same as that of the 590 MPa steel.
Balancing Splits and Wrinkles in Curved Sections
When a high-strength steel sheet is formed into a curved shape, like what might be seen at the top and bottom of a full B-pillar reinforcement or in the L-shaped corner section of an A-pillar reinforcement where the dash transitions to the rocker, wrinkles can appear at the top flat portion. To suppress these wrinkles, a corrective approach of applying greater back tension, either by beads or binder force, risks fracture in these higher strength grades. Figure 3 shows these typical at-risk parts.
The developed method includes a pad to restrict the blank at the top flat portion to prevent the wrinkles and use of bending rather than drawing to prevent fracture. Material flow control accelerates the sheet metal flow into the regions at greatest risk of fracture.
Figure 4 shows a generic T-shape part, and Figure 5 presents a schematic of the developed forming method.
Figure 4: Generic “T”-shape section targeted by this technique. With conventional approaches, the top flat section is prone to wrinkles, while the curved edge leading to the door-opening is at risk of edge fracture.N-32
Figure 5: Comparison between developed and conventional forming method.N-32
Metal forming simulation of a typical conventional forming approach showed that the strain map in the top section has a strain ratio (minor true strain/ major true strain, ϵ2/ϵ1) of much less than -1, and is therefore in the compression zone of the Forming Limit Diagram (the black points in Figure 6b).
The developed approach changes the metal flow path to one that is much closer to a strain ratio of -1, and thus transitions away from the wrinkling risk (the black points in Figure 6a).
In the area of edge fracture risk adjacent to the door opening section, the developed process minimizes the strains, keeping them below the forming limit and removing the fracture risk (the gray points in Figure 6).
Figure 6: Formability improvement associated with the developed process.N-32
Application of this method is shown to keep the edge strains essentially independent of material strength, in tests ranging from 590 MPa to 1470 MPa tensile strength.
More details about this process can be found in Citations N-32 and T-55.
Lightweighting with 3rd Generation AHSS
Material for this section comes from Citation H-75.
DH steels, or High Ductility Dual Phase steels, are a type of 3rd Generation advanced high strength steel that has approximately 5% better elongation compared to conventional dual phase steels of the same strength level. This extra ductility may help justify a substitution of the current approach with a higher strength grade at reduced thickness to achieve comparable performance with lighter weight and a minimal cost impact since less metal will need to be purchased.
Two front structure parts are evaluated in Citation H-75. For front longitudinal components, the incumbent base materials are HSLA260 and HSLA300, at thicknesses ranging from 1.35 mm to 2.6 mm, as indicated in Figure 7.
Figure 7: Front longitudinal components currently made using 260LA or 300LA grades that are candidates for replacement with DH800, a 3rd Generation AHSS with 800 MPa minimum tensile strength.H-75
A contender substitute grade is DH800, a 3rd Generation AHSS with an 800 MPa minimum specified tensile strength. DH 800 has 140 MPa and 180 MPa higher yield strength than the 260LA and 300LA baseline grades it might replace, as indicated in Table 1.
Table 1: Tensile property requirements in EN 10346E-17 and VDA 239-100V-3
Steel
Type
Short Description
Standard
Yield Strength
(MPa)
Tensile Strength
(MPa)
Elongation A80
(%)
HX260LAD
260LA
EN 10346
260-330
350-430
>26 %
HX300LAD
300LA
EN 10346
300-380
380-480
>23 %
CR440Y780T-DP
DP800
VDA 239-100
440-550
780-900
>12 %
CR440Y780T-DH
DH800
VDA 239-100
440-550
780-900
>18 %
CR700Y980T-DH
DH1000
VDA 239-100
700-850
980-1180
>13 %
Crash performance of the baseline HSLA approach was assessed. By switching to DH800, comparable crash performance was achieved with a 23% gauge reduction in each component, representing a 5 kg savings. At that stage, stamping feasibility was assessed with forming simulations which indicated similar performance between all grades. One of the sections is shown in Figure 8.
Figure 8: Forming simulation results comparison between 260LA and DH800 on one of the longitudinal rail components.H-75
In another front-end structure, DP800 base material was compared to DH1000. The property requirements are reproduced in Table 1, with the parts shown in Figure 9.
Figure 9: Front-end components currently made using DP800 that are candidates for replacement with DH1000, a 3rd Generation AHSS with 1000 MPa minimum tensile strength.H-75
As before, the targeted thickness was determined as that which gives equal crash performance as the incumbent grade. The analysis considers the strengthening associated with work hardening. Replacing the baseline DP800 with DH1000 showed a downgauging potential of 17% per part, representing a 3 kg weight savings. Figure 10 presents a comparison of forming simulation results.
Figure 10: Forming simulation results between the baseline DP800 and the replacement candidate DH1000.H-75
The extra formability that the 3rd Generation AHSS grades offer results in an improved deep drawing capability which is necessary to obtain good parts at higher strength levels. Incorporating these higher strength grades may allow for thickness reduction while maintaining crash performance and potentially being cost-neutral.
Steel’s performance starts at the atomic scale, where tiny changes in how iron and carbon atoms arrange themselves create dramatically different properties. This article explores how those atomic structures evolve into the ferrite, austenite, and advanced microstructures that power today’s high-strength automotive steels.
Understanding Steel at the Atomic Level
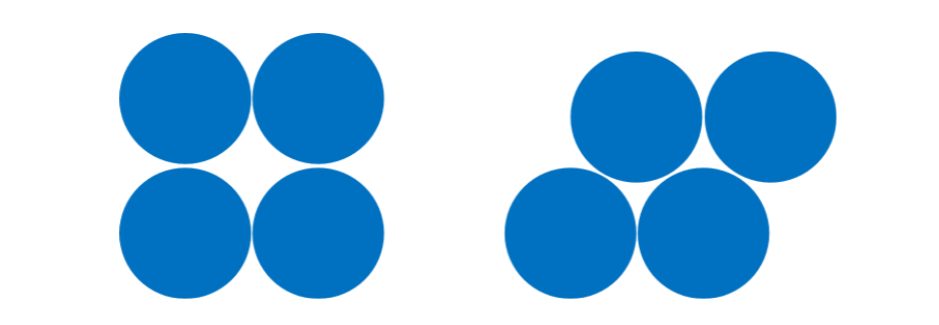
Atoms arrange themselves in three-dimensional patterns called lattices. Think about billiard balls in multiple layers. The balls can be one layer directly above the prior one, or they can be shifted and rest in the crevice formed by adjacent balls in the layer below. The balls are all the same material, but the gap size changes with different arrangements.
A crystal lattice shows atoms in a defined, repetitive pattern. In this simple example the atoms can arrange in a square or triangle pattern. The atom size is the same, but the gap size where small elements like carbon can go depends on the lattice arrangement.
Ferrite and Austenite: The Building Blocks of Steel
This is what happens with steel, which for most automotive grades are at least 97% iron. At temperatures below 725 °C, a maximum of only 0.02% carbon fits in the gap between the iron atoms. This orientation is called ferrite. At higher temperatures, a different atomic orientation is stable, which we call austenite. Up to 2% carbon can fit into this arrangement of atoms. For low-carbon steels under normal conditions, austenite cannot exist at room temperature – when the steel is slowly cooled, it changes from austenite to a combination of ferrite and a mixture of phases called pearlite.
Ferrite: Soft, Ductile, and Low-Strength
100% iron is very soft. Ferrite at room temperature is iron with no more than 80 parts per million carbon. That’s really close to pure iron, so when discussing ferrite, think of something soft, low-strength, and ductile.
Carbon-Manganese Steels: Structural Strength
If additional strength is needed, then more alloying elements must be used in addition to carbon. The next most cost-effective alloying element for strengthening is manganese which produces higher-strength steels called carbon-manganese steels. These grades have limited ductility, especially at higher carbon and manganese contents, so they are used in structural applications that do not need a lot of formability and are therefore also called structural steels (SS).
Microalloying: The Birth of HSLA Steels
Around 1980, steelmakers rolled out a new approach to getting higher strength levels while minimizing the loss of elongation usually seen with higher strengths. They accomplish this by strengthening the ferrite through the addition of very small quantities of titanium, niobium, and vanadium to form carbide and nitride precipitates. These microalloying additions are used in precipitation hardening of the ferrite to create High Strength Low Alloy (HSLA) steels.
Rapid Cooling Enables Martensite Formation
The steels discussed to this point are produced with relatively slow cooling. However, investments by the steel industry resulted in equipment capable of reaching rapid cooling (quenching) rates that allow for production of a very high strength phase called martensite.
Martensite wasn’t commonly found as a microstructural componentduring most of the history of automotive sheet steels due to the limited number of companies having an annealing line with appropriate quenching capabilities. This started to change around the turn of the millennium when newer annealing lines were installed with capability to achieve complex thermal cycles. This allowed for production of the first generation of Advanced High-Strength Steels (AHSS), including grades that have a microstructure of only martensite.
Dual Phase (DP) Steels: Balancing Strength and Ductility
Dual Phase (DP) steels are the most common AHSS. Ferrite and martensite are the two phases in DP steels: ferrite is super-soft and comprises the majority of the microstructure, while martensite is super-hard and takes up 10% (590DP) to 40% (980DP) of the microstructure. The more martensite, the stronger the steel. Since most of the structure is ferrite, these steels have exceptional elongation as measured in a tensile test for the strength level.
TRIP Steels: Transformation-Induced Plasticity
For as good as DP steels are in tensile ductility, TRIP steels are even better. The magic of these grades comes from retained austenite. Austenite is a very ductile phase. What makes this a special phase is that as austenite-containing steels deform, the atoms rearrange and the austenite transforms into martensite, giving the steel enhanced ductility — which researchers state as greater plasticity. Another way of saying that this enhanced ductility comes from austenite transforming to martensite is that these steels have Transformation Induced Plasticity (TRIP).
Ferrite-Bainite and Complex Phase (CP) Steels: Improved Edge Ductility
In both DP and TRIP steels, the large hardness difference between ferrite and martensite leads to crack initiation sites and results in poor cut-edge ductility during stretch flanging. For applications like stretch flanging that need improved cut-edge ductility, one option are the Ferrite-Bainite grades. Bainite is a little lower in strength than martensite but has higher elongation and toughness. Another option are Complex Phase (CP) steels, which have a microstructure of bainite and precipitation-strengthened ferrite, with martensite and retained austenite also present in lower amounts. Lacking soft ferrite, these steels have relatively high yield strength and low elongation as measured in a tensile test, but the bainite leads to exceptional cut-edge ductility as measured in a hole expansion test.
TWIP Steels: Twinning-Induced Plasticity
TWIP steels containing only austenite, and as such are a high-strength, high-ductility steel. These may be written like TRIP steels, but these steels get their plasticity differently. TWIP steels deform by a mechanism known as twinning, so they are described as Twinning Induced Plasticity Steels (TWIP). Unfortunately, achieving the combination of high strength and fantastic formability requires a lot of alloying. This drives up the steelmaking complexity and cost. The alloying elements also make welding much more challenging. TWIP steels are considered second-generation advanced high-strength steels.
3rd Generation AHSS: Tailoring Microstructures for Performance
Nearly all 3rd Generation Advanced High-Strength Steels (3rd Gen AHSS or 3rd Gen) have retained austenite in the microstructure and therefore benefit from a high strength, high ductility combination through the TRIP Effect. The latest annealing lines allow for the creation of an engineered balance and distribution of ferrite, bainite, martensite, and austenite in the microstructure, providing the resultant alloy with properties that can be tailored to address the requirements and challenges of each automotive part.
The Future of Automotive Steels
Together, there are nearly 70 grades of advanced high strength steels available globally. The days of steel being simply a commodity are in the past as it relates to these highly engineered higher strength steels.
All metals strengthen with increasing strain in a process referred to as work hardening, which is characterized by the n-value. As described in Equation 1, n-value is referred to as the strain hardening exponent in the Holloman equation:
Equation 1
where
σ is the true flow stress (the strength at the current level of strain),
K is a constant known as the Strength Coefficient, defined as the true strength at a true strain of 1,
ε is the applied strain in true strain units, and
n is the work hardening exponent
Depending on the grade, n-value may change with strain. Therefore, the range over which n-value is calculated must be reported.
For conventional steel grades, n-value remains basically constant after the strain exceeds the initial yield point. In grades like mild steels where uniform elongation is greater than 20%, n-value is usually determined between engineering strain in the range of 10 to 20%. In higher strength steels that have uniform elongation (Ag) less than 20%, n-value is calculated between 10% and uniform elongation.
In advanced high strength steels, however, the strain is distributed among several phases, especially for austenite-containing steel grades. Here, the degree of work hardening changes as deformation progresses. In these cases, instantaneous work hardening is used for analysis, Equation 2:
Equation 2
One method to compare the behavior of steel grades with different uniform elongation is to use the relative plastic strain, which is the ratio of the plastic strain to the plastic strain corresponding to uniform elongation. Figure 1 shows how instantaneous n-value changes as a function of plastic strain for several steel grades.
Figure 1: N-Value as a function of Relative Plastic Strain.L-77
For conventional steels shown in Figure 1a, n-value remains essentially constant after the strain exceeds the initial yield point. These are the only grades that were included in the studies to develop simple correlations between n-value and Forming Limit Curves in the 1960s and 1970s. Since other steel grades were not included in the correlation studies, it is not appropriate to use those equations to estimate the FLC in advanced grades.
Figure 1b compares the first generation of advanced high strength steels. At lower strains, DP980 has an extremely high n-value. Yet after reaching approximately 30% of uniform elongation (0.3 on the horizontal axis), DP980, CP980 and MS1180 all show a strong decreasing trend of n value with increasing strain.
Unlike the 1st Gen AHSS grades in Figure 1b, the 3rd Generation advanced high strength steel grades of QP980, QP1180 and DH980 (Figure 1c) are all influenced by the TRIP effect. The continuous decreasing trend of n value still exists, but the n-values are much higher.
Figure 1d highlights grades that have a large percentage of austenite in the microstructure. A pronounced TRIP effect in the Mn-TRIP980 leads to a sharp increase followed by a sharp decrease in the n value, while the n value of TWIP steels increases slowly to a very high value.
In summary, ferrite-based steels (mild steels and conventional high strength steels) have stable n values, multiphase 1st Generation AHSS grades show an overall decreasing trend in n-value, while 2nd Gen and 3rd Gen AHSS show complex n-value behavior from phase transformations and twinning mechanisms.
Experimental forming limit curves were generated for multiple grades of steel and are presented in Figure 2. FLC0 of 780 MPa to 1180 MPa 1st and 3rd Gen AHSS grades are all in the range of approximately 0.1 to 0.2.
Figure 2: Forming Limit Curves for multiple grades of steel.L-77
The forming limit curves of DP980 and QP980 are highlighted in Figure 3a, which shows very similar behavior between the two grades in terms of the FLC positioning. On the other hand, Figure 3b shows measurable differences in the limiting dome height (LDH) values at specimen widths from 20mm (specimen number 1) to 180mm (specimen number 9). The higher n-value of QP980 is likely responsible for improved performance in the LDH tests.Z-23
Figure 3: a) Forming limit curve and b) limiting dome height results of QP980 and DP980.Z-23 as reported in Citation L-77
Under the same die and stamping process conditions, QP980 and DP980 were used to produce reinforcing beam components with a production stamping process. After the drawing operation, QP980 did not split when formed to the final position, while DP980 cracked at two locations, noted in Figure 4a. Figure 4b shows the major strain levels at three locations are all lower on the stamping formed from QP980 than on that from DP980. This reinforces that QP980 has better formability, and better ability to distribute strains over a wider region of the panel.
Figure 4: Stamping results using QP980 and DP980. a) DP980 shows splits in two locations. b) Strains in QP980 are lower.L-77
For traditional grades, reviewing the forming limit curve to assess formability has been used successfully for decades. However, as shown above, the QP980 and DP980 grades studied have very similar FLCs (Figure 3a) but different stamping performance (Figure 4a).
This difference may be a result of the differences in the partitioning of strains between the multiple microstructural phases, the strain hardening evolution, and the impact of the TRIP effect present in different degrees in all advanced high strength steels.
Along with the complexities in forming behavior, the way forming behavior is assessed must evolve as well. One possible approach is described in Citation L-77, which proposes a new index describing the overall forming capability called the strain homogenization capability (SHC). At this time, however, there is no industry consensus on the best approach.