![Coating Friction]()
Coatings
Friction during the stamping process is a key variable which impacts metal flow. It varies across the stamping based on local conditions like geometry, pressure, and lubrication, which change during the forming process. The tool surface influences metal flow, as seen when comparing the results of uncoated tools to those with chrome plating or PVD coatings.
The sheet steel surface is another contributor to friction and metal flow, which changes based on the type of galvanized coating. There are different types of friction tests which attempt to replicate different portions of the forming process, such as flow through draw beads of drawing under tension. Since these tests measure friction under different conditions, the numerical results for the coefficient of friction are not directly comparable. However, within a specific test, extracting useful information is possible.
A study S-54 evaluated the friction of seven deep-drawing steels (DDS), all between 0.77mm and 0.84 mm, with the coating being the most significant difference between the products. Table 1 shows the sample identification and lists the mechanical and coating properties of the tested products, which included two electrogalvanized (EG), one electrogalvanized Zn-Fe alloy (EGA), two hot dip galvanized (HDGI), and two hot dip galvanneal (HDGA) steels. The HDGA coatings differed in the percentage of zeta phase relative to delta phase in the coatings.

Table 1: Properties of DDS grades used in this friction study.S-54
Tests to evaluate friction included a Draw Bead Simulator (DBS), a Bending Under Tension (BUT) test, and a Stretch Forming Simulator (SFS) test. Dome height test and deep draw cup tests were performed to verify the friction behavior of the tested materials. Citation S-54 explains these tests in greater detail. Two different lubrication conditions were evaluated: “as” meaning as-received, and “lub” where the samples were initially cleaned with acetone and mill oil was reapplied.
Figure 1 summarizes the results from the three different friction tests. The relative performance of different coatings is consistent across the tests.S-54 For the tested materials, the HDGI coated steels showed the lowest average friction coefficient and a more stable friction behavior regardless of the lubrication conditions. Zn-Fe alloy coatings (EGA or HDGA) typically resulted in the highest friction. The BUT test generates the lowest strain level among three tests, while the DBS and SFS tests result in higher strain due to a more severe surface contact between tooling and specimen. Stretch forming test tends to result a lower friction coefficient mainly due to higher strain in the stretching process.

Figure 1: Friction test results for different coatings. The relative performance of different coatings is consistent across the tests. S-54
Coating and lubrication interact to influence friction. Draw bead simulator testing compared friction generated on 1mm cold rolled (bare), hot dip galvanized (HDG), and electrogalvanized (EG) deep drawing steel, lubricated with varying amounts of either mill oil, prelube, or a combination of the lubricantsS-68, as summarized in Figures 2, 3, and 4.
Conclusions from this study include:
- Prelube reduces friction on all tested surfaces, with the most dramatic effect seen on electrogalvanized surfaces.
- Above 1 g/m2, there is little friction benefit associated with adding additional lubrication.
- Adding heavier amounts of prelube on top of mill oil did incrementally reduce friction, but the effect essentially maximized at 1.5 g/m2 prelube on top of 1 g/m2 mill oil.
- Cold rolled (bare) steel showed a greater tolerance for dry spots than hot dip or electrogalvanized surfaces. Areas without any lubricant on HDG or EG surfaces led to sample fracture.

Figure 2: DBS Coefficient of Friction: Cold Rolled (Bare) Mild Steel.S-68

Figure 3: DBS Coefficient of Friction: Hot Dip Galvanized Mild Steel.S-68

Figure 4: DBS Coefficient of Friction: Electrogalvanized Mild Steel.S-68
The tool material influences metal flow and therefore friction, but its effect varies with the zinc coating on the sheet steel. The impact of tool steel, kirksite zinc, cast iron, cast steel and chrome plated cast iron on different coated deep drawing steels was evaluated using the Bending Under Tension test.S-55 The friction coefficient obtained using kirksite is lower than that obtained with the other die materials and is relatively independent of the type of zinc coating (Figure 5), reinforcing the caution usually applied stating that soft tool tryout will not be fully representative of what occurs later in the die development process. Supporting the conclusions of the prior study, this evaluation also showed that the HDGI coating tends to have the lowest friction coefficient, especially for cast iron with and without chrome plating (hard tool and production). Also observed was that an oil-based blankwash solution tends to have the highest friction coefficient among the tested lubricants, while a dry film has the lowest friction coefficient.

Figure 5: Influence of die material on friction of galvanized DDS determined in the Bending Under Tension test.S-55
The surface phase in hot dipped galvannealed steel has a impact on friction. Whereas the surface of hot dip galvanized steel is essentially pure zinc, the GA surface may be zeta phase or delta phase. The iron content is the primary compositional difference: the zeta (ζ) phase contains approximately 5.2% to 6.1% by weight of iron, and the delta (δ) phase contains approximately 7.0% to 11.5% by weight of iron.G-21 Zeta phase is softer and less brittle than the delta phase, but has a high coefficient of friction.G-22 Even with a fully delta phase surface, additional optimization is possible to produce targeted surface morphologies.S-56 The two right-most images in Figure 6 are both of delta phase surfaces, with the cubic surface (right image) associated with better formability than the rod surface of the center image (Figures 7 and 8).

Figure 6: Surface morphology and coating cross section of 3 galvanneal coatings. Left: Zeta surface; Center: Delta-rod surface; Right: Delta-cubic surface.S-56

Figure 7: Formability of galvannealed surfaces evaluated through a square cup test.S-56

Figure 8: Formability of galvannealed surfaces evaluated through a Limiting Draw Height (LDH) test. Higher is better.S-56
Low annealing temperature or time can result in excessive zeta phase. However, longer and hotter annealing cycles increase the risk of powdering and flaking. Producing the correct balance of ZnFe phases requires control of time and temperature of the galvannealing process.
![Coating Friction]()
Friction, Testing and Characterization
Friction is a restraining force that limits metal flow resulting from contact with another surface during sheet forming. Friction is influenced by the complex interaction between the sheet steel, lubricant, and tooling material, as well as many parameters of the forming system, some of which are shown in Figure 1.

Figure 1: Friction is influenced by the complex interaction between the sheet steel, lubricant, and tooling material, as well as many parameters of the forming system. (image modified from Citation K-13)
Friction changes throughout the stamping process as well as across the part, since there are changes in contact pressure, contact temperature, geometry, the sheet steel strength (work hardening), and even the sheet metal surface due to flattening of the peaks after flowing over beads and radii. There is no one friction value that applies to all geometries and forming scenarios that can be encountered.
Characterizing friction in a simulative test is similarly challenging, since there is no one simulative test that approximates all regions of an engineered stamping. For many years, tooling, design, and simulation engineers used one friction value for each galvanized coating / lubricant combination, and applied that value across every part stamped from that metal with that lubricant. The industry has evolved to using different tests to generate friction values appropriate for different forming conditions.
Simulative tests to characterize friction include test to reflect bending under tension, pulling through draw beads, and movement over flat surfaces. Depending on the test, it may be possible to evaluate the effect of tooling material, temperature, radii, and speed in order to better simulate production conditions. Figure 2 indicates which of these simulative tests apply to the regions of an in-process stamping. The value obtained in one test is a function of only those specific test conditions and should not be compared against values obtained in other tests.
- Bending Under Tension test: In the Bend Under Tension (BUT) test, a metal strip is drawn over a fixed cylindrical pin with a pair of independently controlled hydraulic actuators offset by 90 degrees. Two load cells measure the pulling force and back tension force. (Figure 3)
- Draw Bead test: Two sets of tests are done using a Draw Bead Simulator (DBS). In the first test, the force to pull sheet steel through a set of fixed draw beads is measured and reflects both the bending and unbending forces as well as the friction forces. Another sample is pulled through frictionless roller beads in a similar arrangement. Here, only the bending/unbending forces are active. Subtracting the results allows for determination of the forces due solely to friction. (Figure 4)
- Strip Draw: In the Strip Draw test, friction is determined by pulling sheet steel through opposing flat platens. The restraining condition is controlled by the force applied on the flat platens. The influence of bending is not considered in this test. (Figure 5)
Other tests are also used to provide some assessment of formability. Dome Testing simulates stretch forming conditions and can provide a relative comparison between different materials and lubricants. The Twist Compression Test (TCT) is used to compare the performance of different lubricants under controlled, repeatable conditions. Lubricant breakdown, which results in adhesion between the tool and the sheet steel, can be evaluated in the TCT.

Figure 2: Pertinent Simulative Tests During Stamping (image modified from Citation S-42)

Figure 3: The Bending Under Tension Test (image modified from Citation S-42)
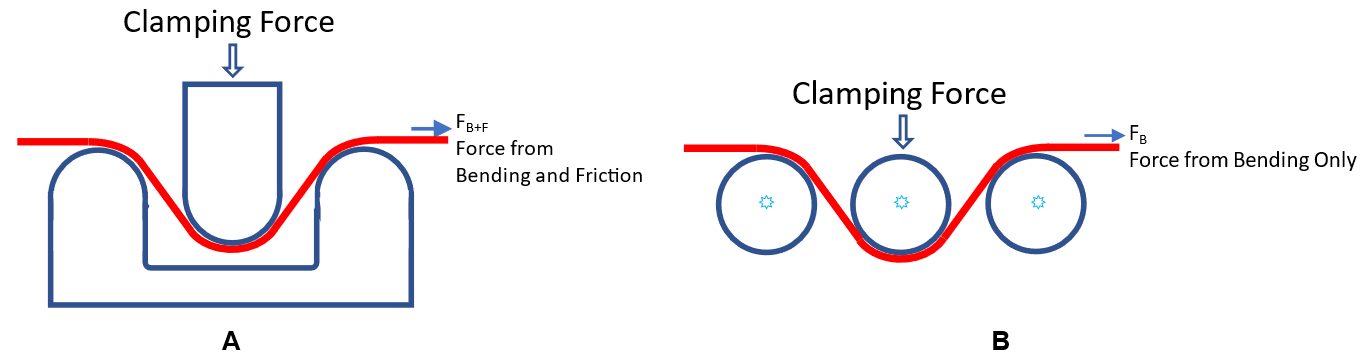
Figure 4: Draw Bead Simulator Testing determines the effect of friction from the differences in pulling force in two test conditions.
a) The strip pulled through fixed draw beads experiences restraining forces due to bending/unbending as well as forces due to friction.
b) The strip pulled through frictionless roller beads experiences restraining forces due only to bending/unbending.

Figure 5: The Strip Draw Test (image modified from U-6)
![Coating Friction]()
Tooling
Lubrication is a key input into the sheet metal forming process. The chosen lube, application method, distribution, and cleaning method influences forming and subsequent operations.
Lubricant Functions and Requirements
Lubricants serve many roles in sheet forming. The functions below become more challenging as the strength of the sheet metal increases, resulting in higher forces, contact pressures, and temperatures. Therefore, special attention to lubrication and the effect of heat are required when considering lubricants for forming Advanced High-Strength Steels (AHSS).
- Control metal flow from the binder.
- Redistribute strains over the punch.
- Maximize/minimize the growth of strain gradients (deformation localization).
- Reduce surface damage from adhesive die wear (galling and scoring).
- Remove heat from the deformation zone.
- Change the influence of surface coatings.
- Prevent corrosion on stamped parts prior to finishing.
- Remain removable after parts storage.
- Must be safe in use and sustainably produced.
AHSS Energy, Heat and Lubrication
Higher strength steels (both conventional and AHSS) have less capacity for stretch (less work hardening or n-value than mild steels) over the punch to generate the required length of line. As the steel strength increases, more metal must flow from the binder into the die to compensate for the loss of length of line for a required stamping depth. Tensile stresses are applied to the metal under the binder in the radial direction (perpendicular to the die radius) to pull the metal towards the die radius. Compressive stresses can form in the circumferential direction (parallel to the die radius) as the blank reduces its circumferential length. While this compression usually happens in box corners, it also can happen in sidewall features that shorten the length of line while moving into the stamping. Metal flowing uncontrolled into a sidewall also can generate compressive circumferential stresses. These compressive stresses tend to buckle the binder metal rather than uniformly increase the local thickness. This buckling is following the law of least energy-forming mode in sheet metal forming. Less energy is required to form a local hinge (a buckle) using only few elements of the sheet metal compared to uniformly in-plane compressing the metal to generate an increase in thickness for a large number of elements.
Weight reduction programs use higher strength steels to reduce the sheet metal thickness. The thinner sheet metal is more prone to buckling than thicker steels. Therefore, part designs utilizing AHSS with thinner sheets can require significantly higher blankholder forces to flatten buckles that form. Since restraining force is a function of the coefficient of friction (C.O.F.) multiplied by the blankholder force, the restraining force increases and metal flow decreases. Deforming AHSS requires more energy. This combination results in higher contact pressure between the metal and the die, and higher interface temperatures. Counter measures include an improvement in lubrication with a lower coefficient of friction, and the ability to maintain viscosity at elevated temperatures; other process changes may be required to compensate for the pressures and temperature effects.
Higher forming energy causes both the part and the die to increase in temperature. For example, a study by IrmcoJ-16 measured the temperatures on stampings produced from 4mm thick 350 MPa and 560 MPa steels, with a production rate of either 10 or 13 strokes per minute. Increasing strength levels result in higher part temperatures, which is made more significant at higher stroke rates, Figure 1. The die temperatures are also significantly higher, and conventional water-based and oil-based lubricants may suffer viscosity reduction, with a corresponding increase in the coefficient of friction.

Figure 1: Part and tooling temperatures increase when stamping higher strength steels.J-16
Several lubrication studies have been performed over the years, including Citation P-11 and many others from The Center for Precision Forming (CPF) at Ohio State University.K-19, H-24, F-13 Figure 2 shows the temperature profile after a single stroke of deep drawing a 1.2-mm-thick DP980 part (470 by 300 mm) in a 300-ton AIDA servo press with CNC hydraulic cushion.F-28

Figure 2: Temperature profile after deep drawing a 1.2mm DP980 part in a servo press with a hydraulic cushion.F-28
The highest temperatures exceeding 200 °C are found on the die opening radius – reinforcing that part and die temperatures increase with increasing material strength. Without high-temperature tolerant additives, the lubricant effectiveness deteriorates, resulting in galling and subsequent scoring of the sheet metal. All these events increase blankholder-restraining force and inhibit metal flowing into the die. As production speed increases (the number of strokes per minute), the amount of heat generated increases, with a corresponding increase in sheet metal and die temperature.
One approach to addressing the heat problem when forming higher strength steels is application of lubricants that are less prone to viscosity changes with temperature, and lubricant film breakdown. Water-based lubricants disperse more heat than oil-based lubricants. Successful forming of some parts may require tunnels drilled inside the tooling for circulating cooling liquids. These tunnels target hot spots (thermal gradients) that tend to localize deformation leading to failures.
Lubricant Selection
The metalforming lubrication system is complex, affected by numerous factors.H-25 The information provided here is a general overview, but it is recommended that personnel selecting lubricants consult their lubricant supplier(s) regarding the specific requirements of each application.
TribologyA-50 is the science of friction, lubrication, wear, and erosion. Triboelements are the interacting surfaces in a tribosystem; the tool and workpiece in sheet metal forming. A tribosystem is any system containing triboelements, including all mechanical, chemical, and environmental factors relevant to the tribological behavior. These include the materials and surface properties, contact geometry, loading, motion, and environment. All these factors may influence the coefficient of friction. Coefficient of friction (µ) is the ratio of the force required to move one surface over another contacting surface (F) to the applied normal force (P).S-62
µ = F/P
In forming of High-Strength Steels (HSS), the combination of high interface pressures, sliding contact, and expanding surfaces resulting in lubricant starvation makes boundary lubrication particularly important in preventing lubricant film failure and adhesion or galling. Boundary lubrication is when the coefficient of friction is a function of the properties of the surfaces in contact, and the lubricant, other than viscosity.O-5 Polar boundary lubricants adhere to the surfaces, forming thin films, which prevent or delay adhesion and galling. Extreme pressure (EP) is a type of boundary lubrication where the EP additive, typically chlorine, sulfur, or phosphorus bearing, reacts with the metal surface, forming metallic salts, along with other reaction products, which provides a lubricating barrier (tribofilm) between the surfaces. These are generally thought to be effective up to the melting point of the metallic salt. For phosphorus, this is about 205 °C, chlorine 700 °C, and sulfur 960 °C. A typical polar organic boundary lubricant like fatty acid soaps are generally not effective much above 100 °C.M-23 EP additives are often combined in lubricant formulas along with other boundary lubricants to optimize performance across a range of conditions and take advantage of synergies. Chloride salts on the metal surface makes rust protection more challenging with chlorinated EP lubricants. This factor and continuous regulatory pressure have resulted in the decreasing use of chlorine-bearing additives.
Initial activation of EP lubricants was previously believed to be almost completely thermally driven, with graphs like Figure 3L-32 indicating activation and breakdown temperatures. It has since been shown that initial activation of boundary additives depends on both the applied shear stress and temperature, and is the subject of ongoing research.S-69, A-53,Z-8 For operations above these temperatures, non-reactive inorganic solids may be used, including graphite, molybdenum disulfide, calcium carbonate, and nanoparticles.

Figure 3: Activation and breakdown temperature of various additives used in metalforming lubricants.L-32
Liquid metalforming lubricants may be classified by the amount of mineral oil contained within them.B-35, A-54
- Straight Oils: Mineral oil based and used as received.
- Soluble Oils or Emulsifiable Oils: 50-80% oil, emulsified in water prior to use.
- Pre-formed Emulsions (Semisynthetic): These may contain 3% to 30% mineral oil. They are ready to use emulsions blended by the lubricant manufacturer. These are usually used as received, but may be diluted further in water for use.
- Water-Based Synthetics: These contain no mineral oil, are water based as received, and may be used as received or diluted further for use.
Lubricants used to form HSS may be further classified according to their application and how they are used.B-34
- Mill oil: Corrosion preventative oil applied at a sheet metal mill or processor providing corrosion protection for coils during storage and transport. These are straight oils with limited lubrication ability. Many steel companies producing galvanneal coatings have the capability of also applying a phosphate conversion coating called “prephos.” Parts may be stamped with the application of mill oil over this pretreatment, with or without additional press applied lubricant.
- Prelube: These are higher viscosity straight oils or dry barrier lubricant applied at the sheet mill or processor, providing corrosion protection for coils during storage and transport, but with much higher lubricity than mill oils. These can often be used in forming operations without the need for additional press applied lubricant. Some mill oils and liquid prelubes are designed to minimize oil migration in coils during storage. Dry barrier lubricants eliminate migration and provide consistent, low friction.
- Blankwash: These may be preformed emulsions, or very low viscosity straight oils. Their use is typically found on class A parts, applied immediately prior to stamping to remove dirt and metal slivers to prevent surface defects. Although not considered heavy duty lubricants, they contribute to stamping performance.
Press applied metalforming lubricants: These are applied at the press and may be straight oils, heavy duty emulsifiable oils or pre-formed emulsions, or water-based synthetic formulations depending on the severity of the operation and materials being formed. This type of lubricant is most likely to contain EP lubricant additives.
Figure 4 compares important capabilities of some of the types of metalforming lubricants used for forming HSS (after Citation B-35). Prelubes are not shown specifically, but they are similar to mill oil in most respects, but with much improved lubricity. Prelubes are meant to replace press applied lubricants. This figure ranks typical performance levels, as there can be a range of capabilities for each product type. Consult your lubricant supplier(s) for specific information on their products.
![Figure 4: Comparison of important characteristics associated with different lubricant types, where higher values are better [After Citation B-34].](https://ahssinsights.org/wp-content/uploads/2021/02/2.11.5-Fig4-SpiderGraph.svg)
Figure 4: Comparison of important characteristics associated with different lubricant types, where higher values are better (After Citation B-35).
Mill applied lubricants, including dry barrier lubricants, mill oils, and prelubes, are typically applied electrostatically, resulting in thin (approximately 1.0-1.5 g/m2) uniform coatings prior to re-coiling. However, liquid lubricants may migrate within stored coils resulting in areas of thicker and thinner lubricant films. This can affect friction, resulting in a less robust stamping process. Research has shown that electrogalvanized sheet is more sensitive to lubricant chemistry, while galvanneal is sensitive to the lubricant film thickness.D-24 Several commercial oil film thickness measurement instruments are available from various sources.
Several methods and equipment are capable of coating sheets with press applied lubricants.B-36 Manual application with rollers, brushes, and swabs requires little expense, but is generally slow and presents housekeeping challenges. Roller coaters and spray systems are more frequently used. Roller coaters are limited by blank size and steel must be flat. Spray systems can accommodate lubrication in multiple stations, useful for cooling, and is not part shape or size limited. High viscosity lubricants may be difficult to spray. Flood systems offer excellent cooling. Blankwash systems are recirculated flood applications. These must be monitored for changes with use as recommended by the suppler, including contamination, microbiology for water-based lubricants, and viscosity for oil based lubricants.
Iron is available on the surfaces of bare steel and galvanneal to react with conventional EP additives bearing sulfur, phosphorus, and chlorine to form effective tribofilms. However, pure zinc hot dipped and electrogalvanized surfaces show only moderate response to additives.S-70 Galvanneal and electrogalvanized microscopic surface features help retain lubricant for the metalforming operation.S-70 Several sources suggest that the coefficient of friction on hot dipped galvanized surfaces vary less than that seen on electrogalvanized surfaces.
Table I presents guidelines for lubricant selection when forming AHSS.B-37
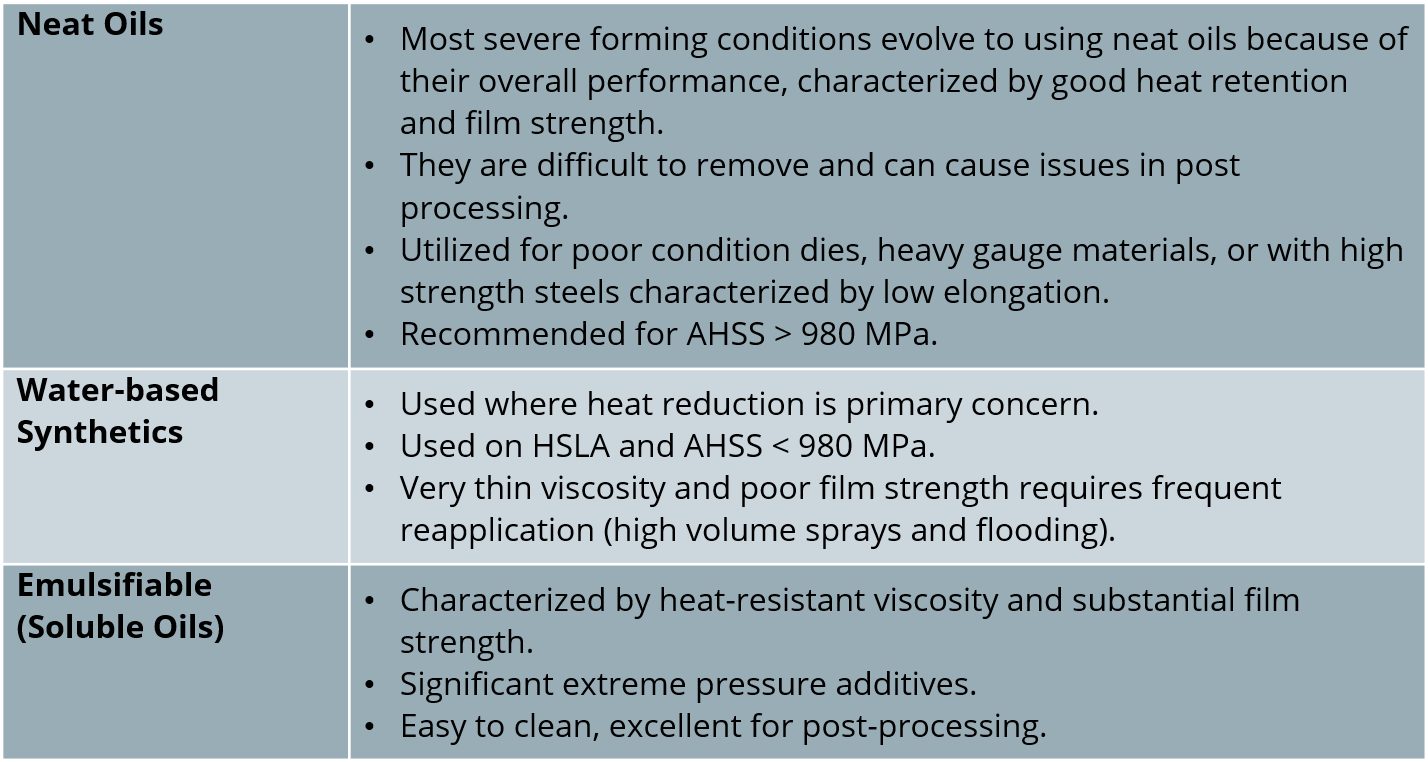
Table I: Lubricant Selection Guide for Forming of AHSS.B-37
Metalforming lubricant manufacturers and end-users conduct many different friction tests to screen lubricants prior to plant trials and to collect friction data for use in modelling. The questions of which test(s) are most applicable to specific operations, and what testing parameters are appropriate for testing, are important considerations. Tribosystem analysis (TSA) is a systematic method that may be applied to a metalforming operation, as well as laboratory tests being considered for use. These analyses are compared in order to determine which laboratory tribotest may be most applicable.S-71 Matching parameters, including test materials, surface features, contact type, and mode of failure are some of the most basic considerations.
Laboratory tribotests have been divided into two main categories: simulation and bench tests. Simulation tests take a metalforming process and scales it down for laboratory use. They are used to study the influence of variables on production, including lubrication. Examples include draw bead simulator (DBS) and cup draw tests (CDT). Bench tests create specific tribological conditions and are used to understand basic phenomena, but may also be applied to results in production, if both the laboratory and production lubrication and wear mechanisms are understood. Examples of bench tests include bending under tension (BUT) and twist compression tests (TCT).S-72
FEM programs have used a single coefficient of friction value in modelling. The coefficient of friction is not uniform across all areas of a part during forming. Programs have been developed that include sheet material and surface properties, lubricant parameters, and tool information to supply FEM programs, friction models for improved accuracy.
High die and part temperatures reached in HSS forming operations puts additional strains on lubricants. EP lubricants are often required at these elevated temperatures. This is particularly true in situations prone to buckling, which creates areas of very high contact pressures, potentially leading to galling. Straight oil viscosity decreases with increasing temperature. The amount of viscosity decrease between 40 °C and 100 °C is reflected in the oil viscosity index (VI).A-55 Reduced oil viscosity can affect lubrication properties.
Some lubricants may emit smoke and odors that must be controlled or eliminated in the workplace. Within base oil types, smoke and flash points increase with viscosity. For a given viscosity, naphthenic base oils have lower smoke and flash points than API Group I, II, III, and IV base oils. Synthetic esters and vegetable oils generally have higher smoke and flash points than corresponding viscosity petroleum oils. Higher temperatures also can increase the oxidation of lubricant residues on parts, forming acidic and polymeric residues, making the lubricants more difficult to remove prior to finishing and potentially reducing interim corrosion protection properties. Antioxidants are often used in lubricants to slow oxidation for this reason. Polymeric oxidation products on steel surfaces, due to high temperatures, may also interfere with welding, adhesive bonding, and coating.
Associations and OEMs have established test programs for testing sheet metal forming lubricants for corrosion protection, cleanability, phosphate application, and coating, as well as adhesive, sealer, and welding compatibility.A-56 Generally, aging of the lubricant films is done before running these tests to simulate time in storage. Higher forming temperatures for HSS can potentially influence performance of lubricants for all these parameters. Tier suppliers within the automotive supply chain are encouraged to use only those lubricants on the OEM approved supplier list.
Sustainability in automobile manufacturing is gaining importanceE-6, which impacts the selection of materials, including metalforming lubricants. Verband Der Automobilindustrie (VDA) published their recommendationsE-4 for guiding principles in the automotive industry for improving sustainability in the supply chain. This includes questionnaires for suppliers and subsuppliers.
Key Points
- Lubrication helps control metal flow from the binder towards the die radius and into the part. Because many high strength parts have less stretch over the punch, different lubricant characteristics must enable additional metal flow in the binder.
- Increased metal strength and reduced sheet thickness for weight reduction require greater press energy and hold down forces. The increased energy to form many AHSS causes both part and die to increase in temperature. Increased temperature usually results in reduced lubricant viscosity and even lubricant breakdown increasing the risk of galling and scoring.
- Maintaining metal flow in the binder requires a robust lubricant with a lower coefficient of friction and resistance to temperature degradation.
- The dry barrier lubricants provide uniform, low friction coatings for drawing AHSS parts.
- EP lubricants can help prevent galling under high temperatures reached when forming AHSS.
- A metalforming operation should be viewed as a system when selecting lubricants, including all relevant mechanical, chemical, and environmental factors. These include the materials and surface properties, contact geometry, loading, motion, and environment.
- Liquid metalforming lubricants may be classified by the amount of mineral oil contained. This influences lubrication, application method, cooling, corrosion protection, and removability. Lubricants may be further classified according to how they are used.
- Software programs have been developed that include sheet material and surface properties, lubricant parameters, and tool information which serve as inputs to FEM programs and friction models, further improving accuracy.
- High forming temperatures of AHSS reduces the viscosity of oils, affecting friction. High temperatures can also cause lubricants to oxidize, fume and smoke, and influence corrosion protection, removability, welding, adhesive bonding, and coating.
- Sustainability is becoming a lubricant selection criterion.
Back To Top
