This article summarizes a paper, entitled “Effect of GA-Coating Evolution during Press-Hardening on Fiber Laser Lap Welding Behavior of 22MnB5 Steel”, by M. H. Razmpoosh, et al.R-4
The study investigates the effects of Fe-Zn diffusion layer on laser lap-joining behavior of galvanneal (GA) coated 22MnB5 steel, an Advanced High-Strength Steel designed for the hot forming process. The results indicate that by using higher press-hardening durations, the weld window shrinks; however, this results in a wider weld bead, and therefore promotes the load-bearing capacity of the joint.
Press-hardened 22MnB5, 2mm sheet steels were used in the present study. The details of the chemical composition and the as-received mechanical properties of the sheets are given in Table 1. The steel sheets were GA-coated with two different initial total coating weights of 100 and 140 g/m2 (Table 2).
{kind=link}
.
{kind=link}
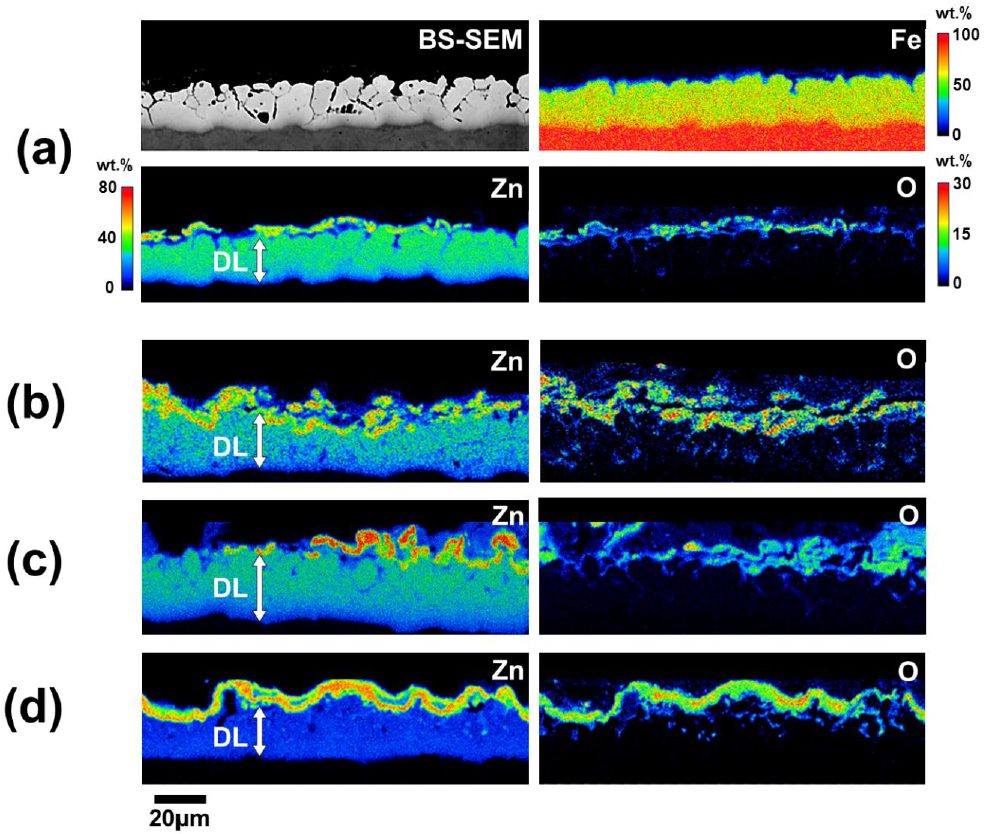
Figure 1 demonstrates backscattered scanning electron microscopy (BS-SEM) and Electron probe microanalysis (EPMA) elemental distribution of a representative Fe-Zn DL after press-hardening at 860°C for 4-10 min and corresponding 900°C for 10 min. It has been observed that by increasing the press-hardening time the Zn-content decreases; however, at higher press-hardening temperatures (i.e., 900°C) due to extreme oxidation, the average Zn-content decreases severely.
{kind=link}
Figure 1. BS-SEM and EPMA Results of the Press-Hardened Blanks at 860°C [(a) 4 min, (b) 7 min, (c) 10 min, and (d) 900°C for 10 min (DL)].
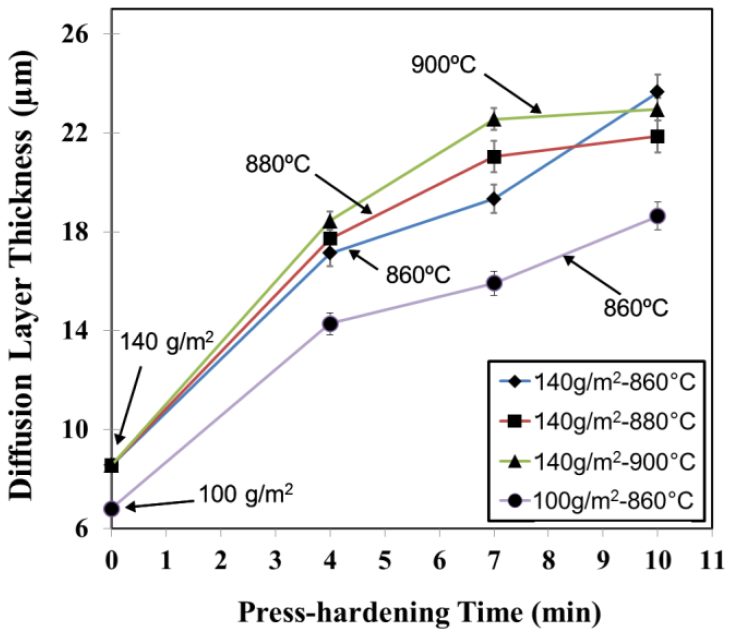
Figure 2 summarizes the effects of press-hardening time and temperature on the thickness of the Fe-Zn DL in two different initial coating weights of 100 and 140 g/m2. With increasing the heat-treatment time at 860°C, the thickness of overall Fe-Zn DL increases. However, specifically at 900°C and longer press-hardening times, the final Fe-Zn DL is not increasing. Moreover, it has been observed that at a constant press-hardening time-temperature, lower initial coating weight results in a lower final Fe-Zn DL thickness.
{kind=link}
Figure 2: DL Thickness vs. Press-Hardening Times at the Experimental Temperature and Initial Coating Weights.
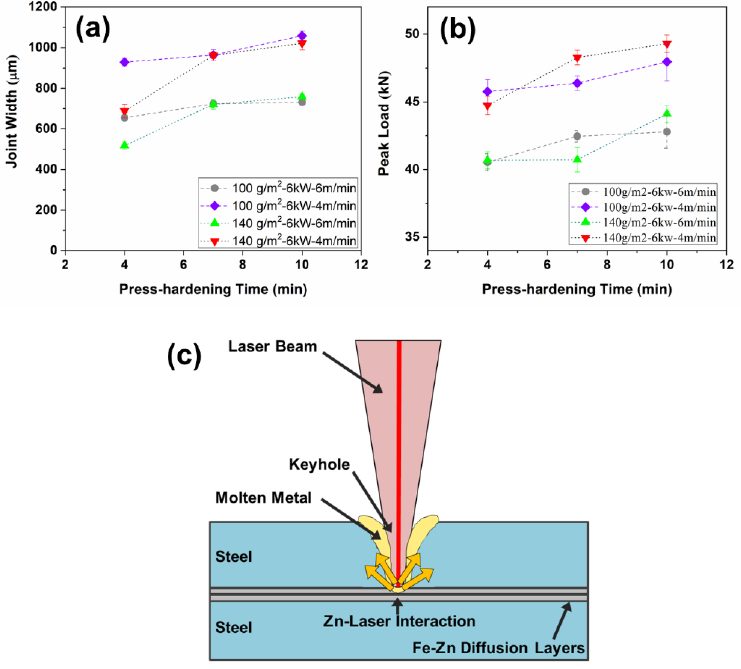
According to Figure 3(a), increasing the press-hardening time at a constant temperature results in wider weld beads. Hence, the fact that failure occurs within the FZ (faying surface) during lap-shear tensile tests justifies the slightly enhanced peak loads [Figure 3(b)].
{kind=link}
Figure 3: (a) Joint Width, (b) Peak Load of Lap-Shear Tensile Test vs. Press-Hardening Time, and (c) Schematic of Fe-Zn DL and Laser Interaction.
This work concluded the following:
- The initial GA-coating mainly evolves into a Fe-Zn DL [α-Fe(Zn)] and ZnO after the press-hardening. The thick α-Fe(Zn) phase holding 20-40% Zn; however, it was observed that with increasing press-hardening temperature, due to severity of oxidation Zn-content of the Fe-Zn DL decreases.
- Due to higher oxidation, severity at higher press-hardening temperatures, and subsequent lower Zn-content, the sensitivity of the process window is less than 860°C.
- Because of intensified Zn-plasma and laser beam interaction, by increasing the press hardening time at a constant temperature of 860°C (higher Fe-Zn DL thickness), joint width increases. This explains higher lap-shear tensile peak loads associated with the higher press-hardening times.