K-58
Citation
K-58. Dongun Kim, POSCO, “Roll Stamping Technology for Automotive Gigasteel,” Presented at EWI Forming Center Advanced Sheet Metal Forming Technology Workshop on November 9th and 10th, 2021
K-58. Dongun Kim, POSCO, “Roll Stamping Technology for Automotive Gigasteel,” Presented at EWI Forming Center Advanced Sheet Metal Forming Technology Workshop on November 9th and 10th, 2021
WorldAutoSteel, the automotive group of the World Steel Association, is comprised of 17 major global steel producers from around the world. Our mission is to advance and communicate steel’s unique ability to meet the automotive industry’s needs and challenges in a sustainable and environmentally responsible way.
The AHSS Application Guidelines are a flagship initiative of WorldAutoSteel and its membership. This online database is regularly updated to reflect the newest information available. It is the most comprehensive resource for the metallurgy, forming and joining of advanced high strength steels.
The AHSS Application Guidelines are brought to you by 17 of the largest automotive steel suppliers in the world. Special thanks and recognition is given to our AHSS Guidelines Working Group, made up of our member company subject matter experts, who support the Guidelines with their world-class knowledge and input.

Technical Author/Editor
Guidelines Joining Topics University Ohio State
Max Biegler currently serves as Group Lead Joining and Coating Technology at Fraunhofer Institute for Production Systems and Design Technology IPK. He finished his studies in mechanical engineering at Technical University of Munich. He then pursued his doctorate, focused on numerical modelling of welding processes, including resistance spot welding and additive manufacturing.

Technical Author/Editor
Guidelines Metallurgy & Forming Topics
Daniel J. Schaeffler, Ph.D., is passionate about training the metal stamping community on sheet formability and how to make the best use out of their chosen sheet metal grades. Danny is responsible for the Metallurgy and Forming sections of these AHSS Applications Guidelines. Danny is President, Engineering Quality Solutions, Inc., and Chief Content Officer, 4M Partners, LLC

Director
WorldAutoSteel

(Nucor)
Chairman, WorldAutoSteel
Along with WorldAutoSteel’s director, the leadership team, for which Dean Kanelos is Chairman, plays an important role in overseeing the program contents and progress to ensure alignment with the objectives of the greater membership.

(Nippon Steel)
Vice Chairman, WorldAutoSteel
Along with WorldAutoSteel’s director, the leadership team, vice-chaired by Akira Usami, plays an important role in overseeing the program contents and progress to ensure alignment with the objectives of the greater membership.

(voestalpine)
Vice Chairman, WorldAutoSteel
Along with WorldAutoSteel’s director, the leadership team, for which Enno Arenholz is a Vice Chair, plays an important role in overseeing the program contents and progress to ensure alignment with the objectives of the greater membership.
This article summarizes the findings of a paper entitled, “Prediction of Spot Weld Failure in Automotive Steels,”L-48 authored by J. H. Lim and J.W. Ha, POSCO, as presented at the 12th European LS-DYNA Conference, Koblenz, 2019.
To better predict car crashworthiness it is important to have an accurate prediction of spot weld failure. A new approach for prediction of resistance spot weld failure was proposed by POSCO researchers. This model considers the interaction of normal and bending components and calculating the stress by dividing the load by the area of plug fracture.
Lee, et al.L-49 developed a model to predict spot welding failure under combined loading conditions using the following equation, based upon experimental results .
|
Equation 1 |
Where FS and FN are shear and normal failure load, respectively, and n is a shape parameter.
Later, Wung and coworkersW-38 developed a model to predict the failure mode based upon the normal load, shear load, bending and torsion as shown in Equation 2.
 |
Equation 2 |
Here, FS, FN ,Mb and Mt are normal failure load, shear failure load, failure moment and failure torsion of spot weld, respectively. α, β, γ and μ are shape parameters.
Seeger et al.S-106 proposed a model for failure criterion that describes a 3D polynomial failure surface. Spot weld failure occurs if the sum of the components of the normal, bending and shear stresses are above the surface, as shown in the Figure 1.
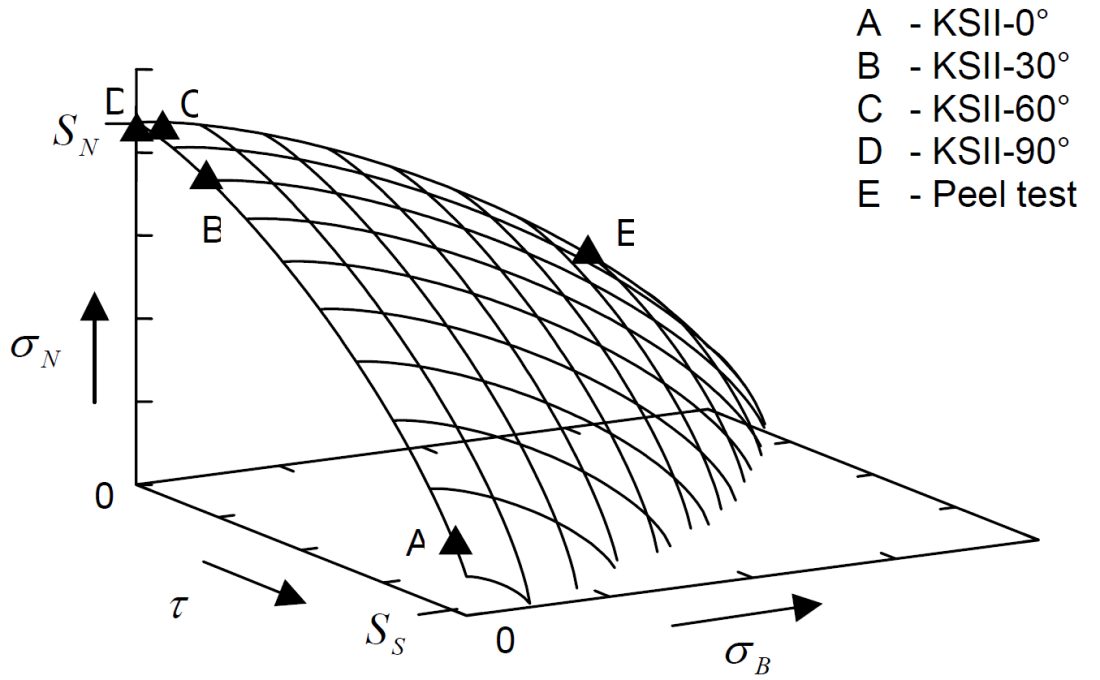
Figure 1: Spot weld failure model proposed by Seeger et al.S-106
The failure criterion can be expressed via Equation 3.
 |
Equation 3 |
Here, σN , σB , and τ are normal, bending and shear stress of the spot weld, respectively. And nN, nB and nc are the shape parameters. Toyota Motor CorporationL-50 has developed the stress-based failure model as shown in Equation 4.
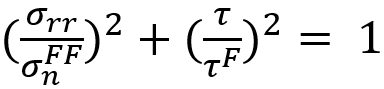 |
Equation 4 |
This work used a unique hybrid method to determine the failure coefficients for modeling. The hybrid procedure steps are as follows:
These failure load components are plotted on the plane consisting of normal, shear and bending axes.
The hybrid method described above is shown in Figure 2.L-48
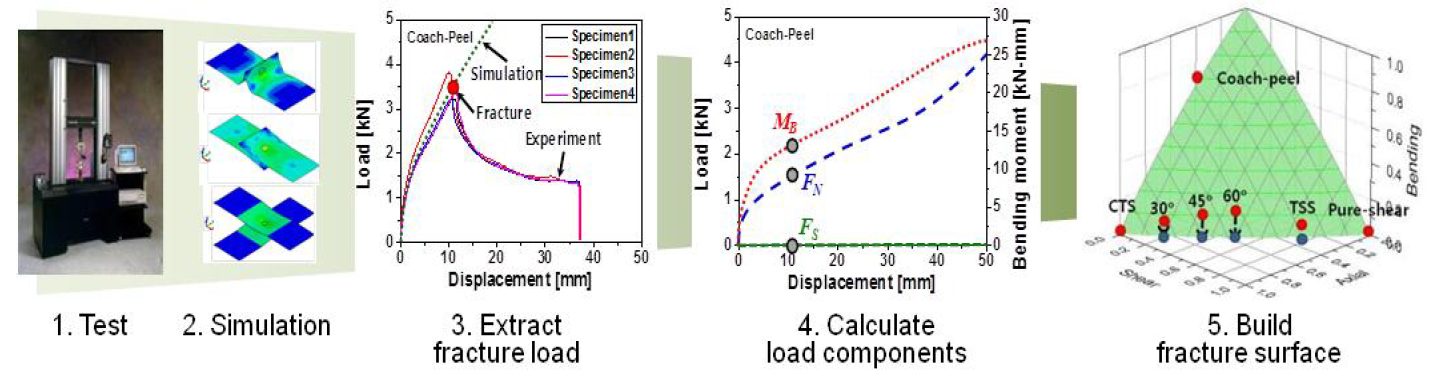
Figure 2: Hybrid method to obtain the failure load with respect to test conditions.L-48
The new proposed spot weld failure model in this paper considers only plug fracture mode as a normal spot weld failure. Secondly normal and bending components considered to be dependent upon each other. Stress generated by normal and bending components is shear, and shear component generates normal stress. Lastly authors have used πdt to calculate the area of stress instead of πd2/4. The final expression is shown in the Equation 5.
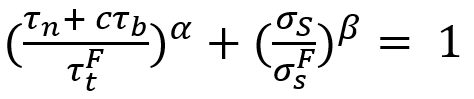 |
Equation 5 |
Here τn is the shear stress by normal load components, σS is the normal stress due to shear load component. And ![]() ,
, ![]() , c, α and β are coefficients.
, c, α and β are coefficients.
This work included verification experiments of 42 kinds of homogenous steel stack-ups and 23 heterogeneous stack-ups. The strength levels of the steels used was between 270 MPa and 1500 MPa, and thickness between 0.55 mm and 2.3 mm. These experiments were used to evaluate the model and compare the results to the Wung model.
Overall, this new model considers interaction between normal and bending components as they have the same loading direction and plane. The current developed model was compared with the Wung model described above and has shown better results with a desirable error, especially for asymmetric material and thickness.
L-48. J. H. Lim, J.W. Ha, “Prediction of Spot Weld Failure in Automotive Steels“, 12th European LS-DYNA Conference, Koblenz, 2019.
K-50. Courtesy of Jaehyun Kim, Ph.D., Materials Forming Research Group, Steel Solution Research Lab, POSCO.