
Figure 1: Full Button Nugget
Contributed by Menachem Kimchi, Ohio State University
Advance High-Strength Steels (AHSS) have been resistance welded in automotive production lines in the last few years. However, the high strength and hardness can be expected to affect spot weld failure modes during the typical peel testing and chisel testing performed for weld quality evaluation.
A well-established industry standard associated with peel testing of conventional steels is that an acceptable test is one in which the peel test “pulls a nugget” or a “full button,” as shown in Figure 1.
However, with AHSS, full button pulls are less likely due to the high Carbon Equivalent that are likely to produce hard weld nuggets. This fact is compounded by the higher yield strengths of the material that will tend to produce greater stresses concentrating at the edge of the nugget during a peel or chisel tests. Therefore, the conventional modes of testing such as peel and chisel testing may be more likely to produce interfacial or partial interfacial failure modes such as those shown in Figure 2.
With AHSS, these types of failure modes may occur even though the weld strengths may be acceptable for the intended application. Even full interfacial failures may exhibit high strength, although it may sometimes be challenging to differentiate between an interfacial failure and a “stuck” weld condition (which refers to an unfused bond of unacceptable strength).

Figure 2: Failure Modes
To improve nugget failure modes with AHSS, the hard martensite must be softened. A simple and effective approach to accomplishing this is to add a temper cycle at the end of the weld (Figure 3), something that can easily be added at the end of the spot welding cycle. A sufficient amount of quench time must be included prior to tempering to allow the complete transformation to martensite, and the amount of tempering time and current will dictate how much softening occurs. Of course, the quench time adds cycle time to each weld, so production requirements mandate that this time be kept as short as possible. Depending on how hardenable the steel being welded is, other approaches that slow cooling rates may be helpful. These approaches include current pulsing, current sloping, longer weld times, and short hold times.
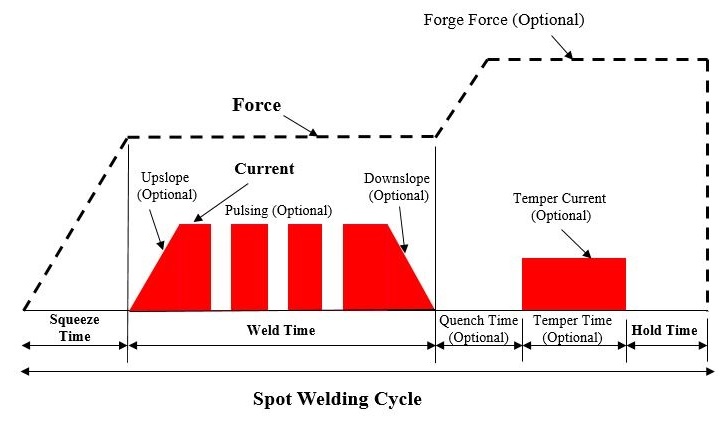
Figure 3: Spot Welding Cycle