Forty years ago, the metal forming community needed to figure out how to stamp a new exotic family of steels making inroads into automotive body construction. These grades, called High Strength Low Alloy steels, were much stronger than the commonplace mild steels, and were more formable than the high-strength options available at that time. Initially, only a few steelmakers were able to offer these new grades, but over time more companies added the equipment and know-how necessary to support their customers with these products. Automakers and their supply chain stampers needed to adapt as an increasing number of parts transitioned to HSLA steels.
Fast-forward a few decades, and metal formers are facing similar challenges. Successful forming and joining of Advanced High-Strength Steels is made easier with processes that are tuned to work with the characteristics associated with these alloys. One such technique to improve formability is to employ Active Binder Force Control.
In conventional stamping, a draw ring applies pressure around the binder in order to control the sheet metal flow into the cavity. The ring may be referred to as a binder plate, draw pad, pressure pad, or blank holder. Creating the restraining force typically is done with urethane springs, coil springs, gas springs (like air or nitrogen), or press cushion systems actuated by gas or hydraulic cylinders.
Where the traditional approach applies binder pressure uniformly throughout the press stroke, modern stamping presses can be equipped with cushions having multipoint-control systems (see Figure 1 example). The associated pressure profile can be adjusted around the panel and throughout the stroke to optimize metal flow, prevent splits and wrinkles, and minimize thinning.
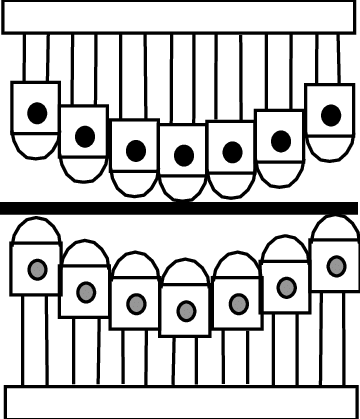
Figure 1. An Example of Multi-Point Press Forming Method.P-31
Incorporating Active Binder Control capabilities has several benefits for the press shop, panel quality, and product design, including:
- A segmented blankholder combined with individually programmable hydraulic cylinders, sometimes called a flexible binder, allows for precise control of one segment independent of the others.
- Pulsating blank holder force has been shown to reduce press tonnage requirements and increase metal flow, with the frequency and amplitude being key variables that must be adjusted based on the grade and thickness of interest.
- Pre-acceleration of the cushion reduces shock loading, which minimizes the press-damaging snap-through loads associated with reverse tonnage.
The merits of a variable blank holder force on AHSS springback were documented in a 2004 conference paper.M-63 With the traditional constant binder force approach, springback in the form of side-wall curl was seen in parts made from either a DP590 grade or a mild steel grade used as a control. Increasing the constant binder force helped to reduce springback in the mild steel part.
In Figure 2, CBF reflects tests conducted with constant binder force. VBF-LH and VBF-MLH reflect variable binder force tests conducted with a low-high force profile sequence and a medium-low-high force profile, respectively.

Figure 2: Variable Binder Force Reduces Springback.M-63
By employing a variable binder force, springback of both the mild steel and the DP 590 material was substantially reduced. Employing either variable binder force approach reduced the thinning from forming the DP 590 material, resulting in a more uniform strain distribution across the entire channel profile (Figure 3).
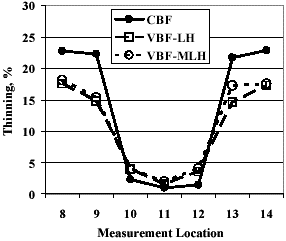
Figure 3: Uniform Strain Distribution Achieved with Variable Binder Force.M-63
More recently, a presentation from 2018 showed CP 800 panel quality improvements associated with variable blank holder force capabilities.D-33 Panel results from a constant binder force of 300 kN and 400 kN are shown in Figures 4 and 5, respectively. Both exhibit severe wrinkling in the flange. Applying 500 kN binder force was not feasible due to exceeding the press tonnage curve limits throughout the stroke.

Figure 4: CP800 Panel Formed with Constant Binder Force of 300 kN, and Associated Close-Up of Flange.D-33

Figure 5: CP800 Panel Formed with Constant Binder Force of 400 kN, and Associated Close-Up of Flange.D-33
Figure 6 shows the panel produced with a variable binder force. The chosen profile fit within the press tonnage requirements and minimized wrinkles.

Figure 6: CP800 Panel Formed with Variable Binder Force Ramping from 300 kN to 600 kN, and Associated Close-Up of Flange.D-33
Active drawbead control is an offshoot of these techniques, allowing for the magnitude and timing of drawbead engagement to be optimized for the requirements of each part. A description of using stake beads to minimize springback is available in the Springback article – active drawbead control is one approach to actuate beads.
The initial laboratory studies relating to active binder force control go back nearly 20 years ago. In the coming years, more information will enter the public domain on how metal formers are using these concepts in production. When you look to purchase a servo press, be sure to ask your press manufacturer about programmable cushions.
 |
Thanks is given to Dr. Daniel (Danny) Schaeffler, Ph.D., President, Engineering Quality Solutions, Inc., Chief Content Officer, 4M Partners, LLC and Technical Author – Metallurgy & Forming, AHSS Application Guidelines, for contributing this article. |