How Advanced High-Strength Steels Solve Cold Stamping Challenges in Automotive Body Structures
Introduction
In the automotive industry, manufacturing complex, high-strength deep-drawn parts using cold forming processes can create new challenges not previously encountered with body structures made from historically available conventional steels.
Compared with even a decade ago, automotive engineers today have significantly more steel grades to choose from in their quest to balance properties, performance, manufacturability, sustainability, and cost. The use of modern, 3rd-generation Advanced High-Strength Steel (AHSS) grades, for example, offers a combination of high strength and ductility that presents manufacturers with an alternative to Press Hardening Steels (PHS).
Advanced High Strength Steels
- Conventional Dual Phase Steels — Feature a microstructure of ferrite and martensite, offering excellent formability in the drawing and stretching deformation modes. However, the characteristics of this phase combination that work very well in these deformation modes lead to challenges in bending and edge-stretch deformation.
- Complex Phase Steels — Offer superior performance in bending and edge-stretch deformation due to their more homogenous microstructure and reduced hardness gradients, but do not match comparable-strength dual phase steels in drawing and stretching performance.
- 3rd Generation Advanced High-Strength Steels —A family of grades engineered to combine the best features of dual phase and complex phase steels while minimizing their respective limitations — making them a compelling option for challenging automotive stampings.
Industrial applications of advanced-grade sheet metal for vehicle bodies can require different techniques and approaches than those used to successfully form parts from high-strength low-alloy (HSLA) steels.
Manufacturing Challenges for Cold-Stamped B-Pillars
B-Pillars — also called center pillars — are among the most challenging components for cold stamping applications in modern vehicle design. Current IIHS side impact crash requirements, which simulate a collision with an SUV, are particularly stringent and pose a dual engineering challenge:
- The upper section must be of sufficiently high strength to prevent cabin intrusion during a side impact.
- The lower section must maintain at least moderate ductility to absorb crash energy.
One approach to increase pillar stiffness is to realize a deeper draw depth and more complex shape, yet the necessary formability to achieve these are typically limited by the high strength requirements for crash performance.
The door opening regions require flanges to facilitate the joining of outer and inner shell components. Manufacturing cycle times and cost sensitivity dictate that blank edges are typically formed by mechanical shearing rather than laser cutting—a process that generally reduces edge quality. Forming the targeted part shape places these shear-cut edges in tension, exposing higher-strength steels to the risk of edge cracking.
The combination of these challenges often results in auto manufacturers forming B-Pillars and even entire door rings by hot stamping PHS. This manufacturing method enables complex-shaped sheet designs that meet stringent crash requirements while minimizing the splitting problems or formability limitations complicating production.
Given the global commercial availability of 3rd Generation AHSS, cold stamping approaches can again be considered for the production of crashworthy B-Pillar components.
Case Studies: Cold-Stamped B-Pillars Using AHSS
B-Pillar Upper — Solving Edge Cracking with High Hole Expansion Steel
When forming shear-cut blanks into B-pillar upper shapes, metal flow places cut edges into tension along the highly arched front- and rear-door opening regions adjacent to the B-pillar. Edge cracking propagating into the part — as seen in Figure 1A — is a frequent outcome.
Adding to this complexity is that forming simulations have difficulty predicting the failure risk of shear-cut edges. A contour plot of a forming simulation (Figure 1B) may give a false impression of no cracking or splitting risk in this critical area.
Blank design countermeasures alone can only accomplish so much. However, the steel industry now offers AHSS options at the same tensile strength—with up to twice the cut-edge ductility as conventional dual-phase steel. This can be verified using the hole expansion test. The same part and process design with the high hole expansion steel is capable of achieving the targeted part dimensions and characteristics as shown in Figure 1c
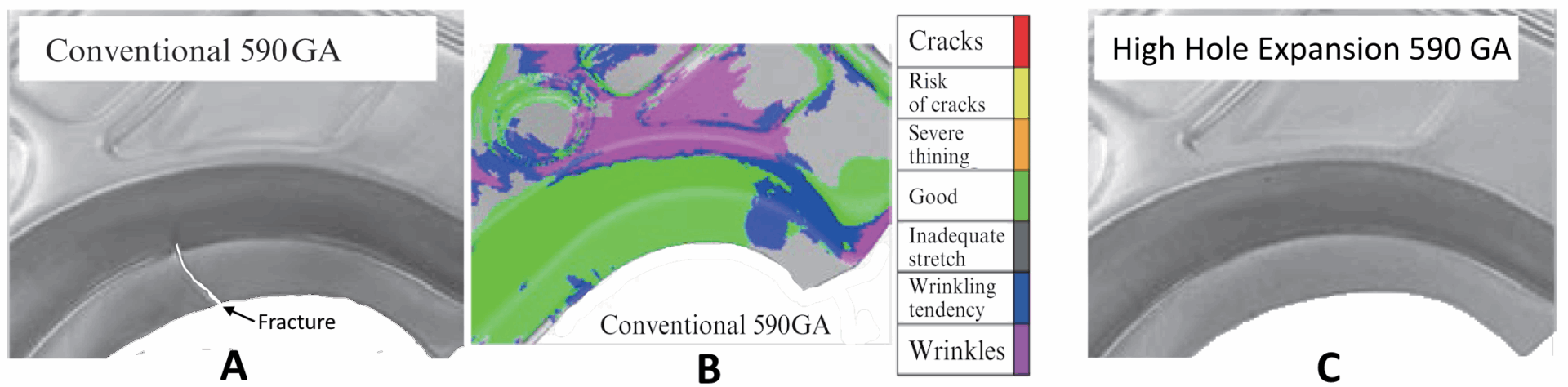
Figure 1: B-Pillar Upper stamped from 590 GA (a conventional galvannealed steel with 590 MPa minimum tensile strength, shown in A) and HHE 590 GA (a steel with 590 MPa minimum tensile strength engineered for high hole expansion, shown in C). The simulation of the conventional 590 GA does not indicate forming issues, as shown in image B. [Citations J-30, S-125]
B-Pillar Lower — Overcoming Split Risk with 3rd Generation AHSS
In B-Pillars, controlled structural deformation to targeted loading levels is required to absorb the kinetic energy of an impacting body. OEMs typically design B-Pillar Lowers (Figure 2A) to absorb side impact crash energy, while the upper section counteracts load on the body structure to minimize intrusion into the passenger cell.
The lower horizontal area of the B-Pillar supports the rocker assembly, requiring a relatively deep draw depth to follow the contours of adjacent components and create a solid hinge connection for B-Pillar kinematics. From a formability perspective, these deep draws and complex geometries put stampings at significant risk of splits due to insufficient elongation and n-value. An example of a split in this area is shown in Figure 2B.
After switching to a 3rd Generation AHSS grade of equivalent tensile strength—but with greater elongation and n-value—the same deep-draw part design can be stamped without splits (Figure 2C).
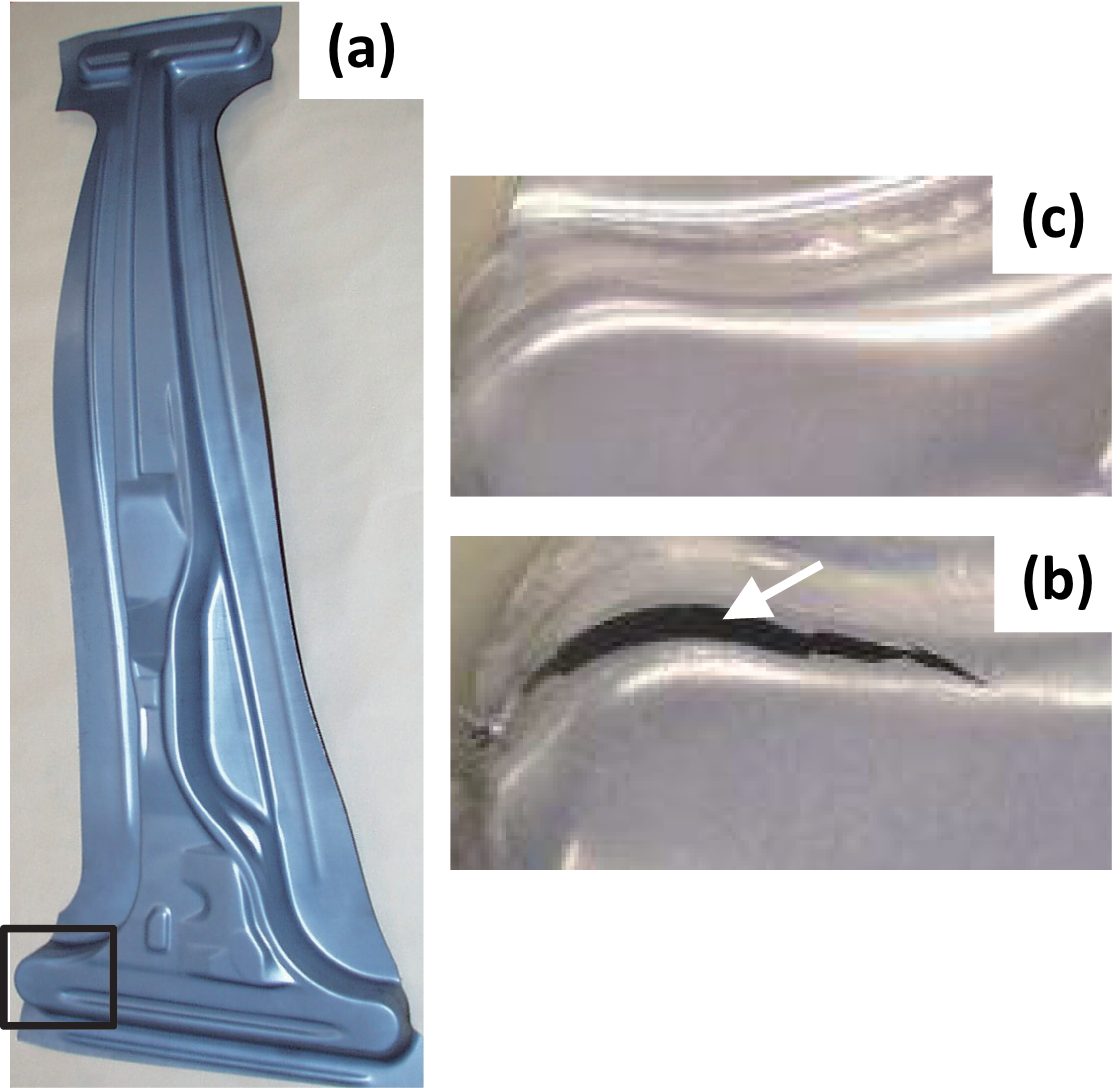
Figure 2: B-Pillar Lower (shown in A) splits when made from a 1st Generation AHSS grade with 980 MPa minimum tensile strength (shown in B), yet remains split-free when made from 3rd Generation AHSS of the same tensile strength (shown in C). [Citations J-30, S-125]
3rd Generation AHSS in Automotive Series Production
Despite the dominance of PHS in B-Pillar and door ring construction, 3rd Generation AHSS solutions have become a suitable alternative for automotive series production. Recent model year examples include:
2023 Suzuki Fronx: B-Pillar [C-49, S-131]
2023 Chevrolet Blazer EV: B-Pillar [E-14]
2022 Nissan Ariya: B-Pillar [N-35, N-36]
2022 Toyota bZ4X/Subaru Solterra: Lower B-Pillar. [I-28, S-132]
Front longitudinal beams and seat cross members are also typical applications for 3rd Generation AHSS, where high drawing ratios and high mechanical load requirements play a role. These applications compete with PHS but with a much greater spread in series production than in B-Pillars.
Explore More AHSS Alloy Selection Guidance
For additional case studies on other automotive parts and detailed guidance on aligning your steel grade selection to the needs of the part, visit: Case Studies in Alloy Selection