Introduction: Welding with Micro-Alloyed Wire
In automotive vehicle assembly, gas metal arc welding (GMAW) plays an important role: Unlike the dominant resistance spot welding, it is not used as a bulk joining process, but rather specifically to meet the unique requirements of selected components in modern vehicle structures. GMAW of AHSS causes grain coarsening and a brittle weld zone mechanical behaviour.
To reduce this effect, GMAW filler wires are typically alloyed with Nickel (Ni), enabling a more ductile weld structure. To strengthen the welds even further, new alloying concepts have been developed that utilizie micro-alloying of Silicon (Si), as well as Niobium (Nb) and Chromium (Cr) to create finer, more interlocked weld microstructures with an increased fraction of retained austenite (e.g. Posco PosZET® and PosZET® GIGA process).
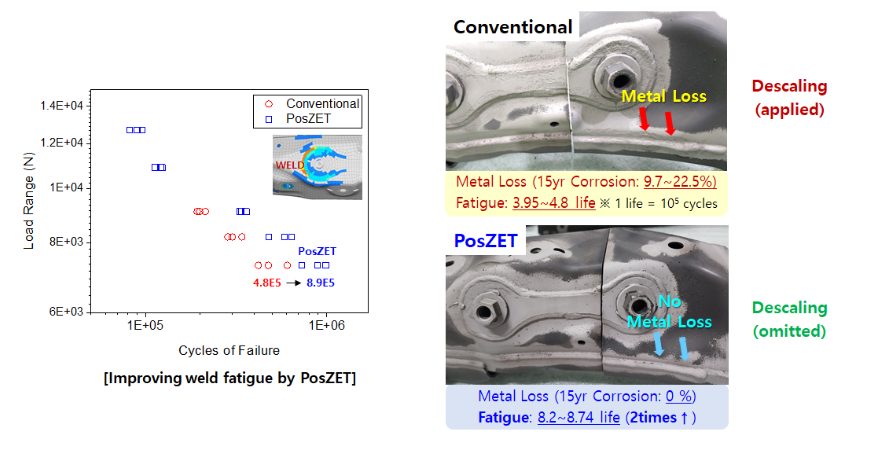
Fig. 1. Improved corrosion and fatigue achieved with micro-alloyed welding wire
Fig. 1 illustrates an application of micro-alloyed welding wire to a lightweight cradle chassis part. A significant improvement in corrosion behaviour is observed even though the extra cleaning (acid de-scaling) step is not applied to the sample using the new wire. When manufactured parts can withstand corrosion, this acid descaling process can be removed, helping to reduce production cost and rendering the production process more eco-friendly.M-71
Due to the relatively stronger arc (thermal pinch) force when using GMAW filler wires, which improves the efficiency of weld penetration, the input current during welding can be lowered. The width of the weld heat-affected zone (HAZ) is therefore reduced, improving weld fatigue (see left graph of Fig. 1).
The advantages of micro-alloying also apply to the highest strength levels in AHSS welding. Achieving strength of the welded part is of paramount concern, particularly because the use of ultra-high-strength steels enables significant weight reduction through material thickness reduction while maintaining structural performance. This is especially critical in electric vehicles (EVs), where battery weight increases overall vehicle mass and creates strong pressure for lightweight design in other structural components. To this end, some high-strength welding wires that were previously cost-prohibitive for application in the automotive market have recently been mass-produced to meet electrical vehicle (EV) weight reduction pressures.
Metallurgical effects of micro-alloying
During the welding process, mechanical properties deteriorate; the degradation is caused by grain coarsening or the formation of brittle phases that compromise product longevity. Fig. 2 illustrates the concept of utilizing the micro-alloying elements (e.g. Cr + Nb), in lieu of Ni. During the transition from austenite to acicular ferrite and bainite, the specific alloying design lowers the phase transformation temperature by increasing hardenability and segregating specific element atoms along the prior austenite grain boundaries, rendering finer interlocking microstructures in welds.

Fig. 2. Grain refinement through the addition of Niobium and Chromium
(PAGB: Prior Austenite Grain Boundaries)
In addition, the reduced phase transformation temperature impedes the formation of cementite during bainite transformation; therefore, retained austenite fraction increases. The addition of micro–alloying elements also discourages the activity of carbon atoms, suppressing the precipitation of cementite. The outcome is shown in schematically Fig. 2. By forming the finer interlocking microstructure and the higher fraction of film-like retained austenite, the new alloying design creates ultra-strong and ductile steel welds with enhanced tensile properties, impact toughness, and fatigue strength aiming to improve GMAW weldability of 980 MPa or higher strength steels.
These enhancements are achieved at 45% lower material cost and reduced environmental impact because Ni, a costly metal, is removed. The retained austenite absorbs initial strain during tensile deformation; hence, through the transformation-induced plasticity (TRIP) effect during austenite transformation to martensite, ductility is improved. These remarkable improvements in the impact and fatigue properties of the welds are associated with the refinement of the interlocking microstructure with high fraction film-like retained austenite. In other words, refined hierarchical interlocking microstructure and the interruption of crack propagation supported by ductile retained austenite films (as shown in Fig. 3) contribute to greater impact toughness and fatigue resistance properties.
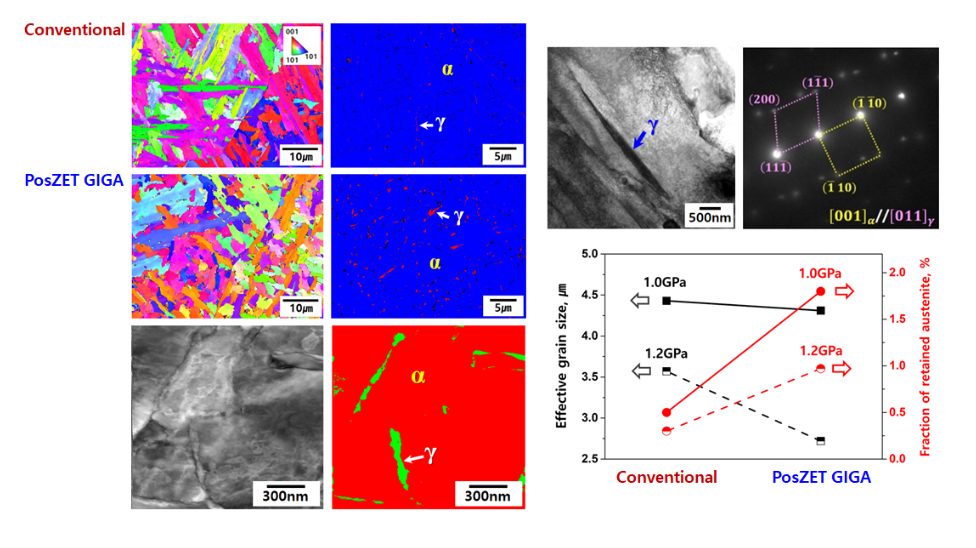
Fig. 3. Hierarchical architecture of the ultrastrong and ductile steel welds
Market solution and application to wheel hub welding
Nb and Cr micro-alloyed welding wires are commercially available from POSCO under the PosZET® GIGA brand for strength levels of 980 MPa and higher. These welding wires are currently in the final stages of approval for serial production by global OEMs for application in their new vehicle line-ups.
For strength levels up to 780 MPa, a micro-alloyed wire with low Si is available under the PosZET® AHSS brand from POSCO. Fig. 4 illustrates an application study of the welding wire used for the weld of a lightweight wheel hub. In hot-rolled (HR) steel plates for wheels, thermal decomposition and gasification of the surface scale can cause porous defects in the welded part, requiring occasional repair welding.
Using micro-alloyed wire removes the need for such repairs. Secondly, spatter adhesion inhibitors are often applied due to welding spatter; with the newly developed wire, spatter generation declines by 80%, removing the need for inhibitors, thereby cutting cost. In addition, the arc force is enhanced, improving weld penetration efficiency; therefore less welding power (i.e., lower welding current/voltage) is required for greater welding productivity (i.e., faster welding speed). An approximate 10 % productivity gain is observed with 15% power reduction, resulting in lower CO2 emissions.
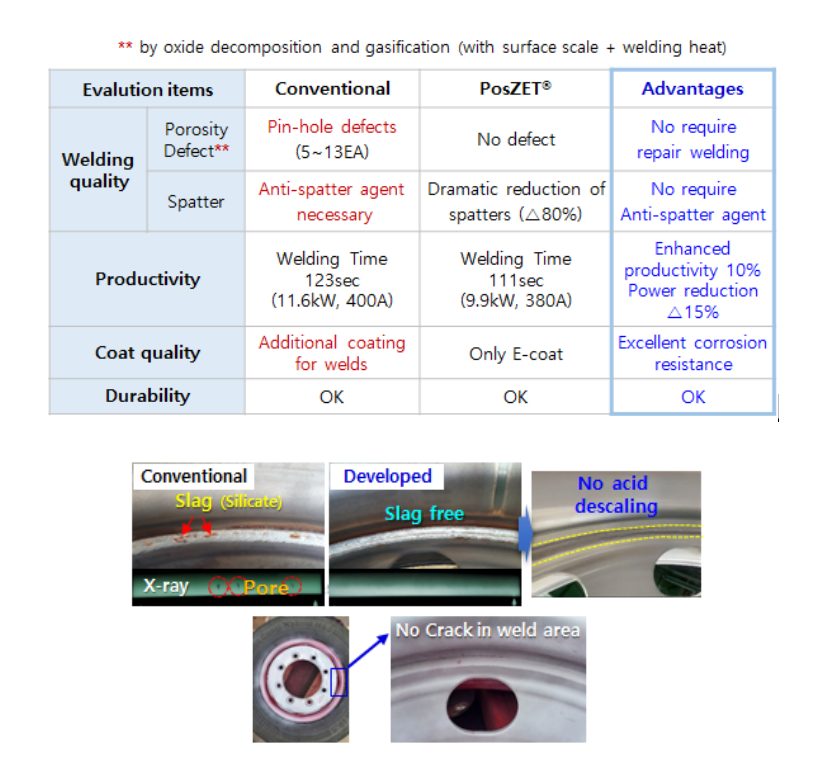
Fig. 4. Crack- and slag-free welds demonstrated on a commercial wheel hub weld
Welding an EV lightweight cradle with micro-alloyed wire
Fig. 5 depicts an application of low Si micro-alloyed wire to the lightweight cradle parts of mass-produced vehicle models, revealing the result after a 15-year corrosion test. The samples exhibit significant corrosion in the weld using conventional welding wire and no corrosion when utilizing the micro-alloyed wire.
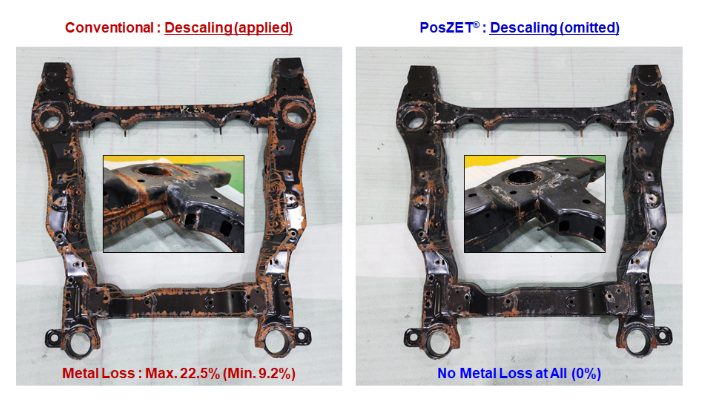
Fig. 5. Corrosion test result for lightweight cradle part of an EV
Outlook
GMAW of AHSS using micro-alloyed filler wires offers significant potential for automotive manufacturing. Targeted microalloying allows for the optimization of strength, toughness, and the heat-affected zone of the welds, which is crucial for crash performance and corrosion resistance. This technology opens new possibilities for lightweight construction and series production, particularly for electric vehicles, modular body structures, and safety-critical components.

A special thank you to our author, Dr. Gyuyeol Bae. Bae is the Team Lead of the Automotive Materials Solution Research Group Solution R&D Center in the Technical Research Laboratories of POSCO in South Korea.