High Frequency Welding (HFW) is the main welding technology for manufacturing cold-formed welded steel tubes. Welded tubes are normally made from flat sheet material by continuous roll forming and the High Frequency Induction Welding process. The tubes are widely used for automotive applications, including seat structures, cross members, side-impact structures, bumpers, subframes, trailing arms, and twist beams. A welded tube can be viewed as a sheet of steel having the shape of a closed cross section.
Two features distinguish the welded tube from the original sheet material:
- The work hardening which takes place during the tube-forming process.
- The properties and metallurgy of the weld seam differ from those of the BM in the tubular cross section.
Good weldability is one precondition for successful HF welding. Most DP steels are applicable as feed material for manufacturing of AHSS tubes by continuous roll forming and the HFIW process. The quality and the characteristics of the weld depend on the actual steel sheet characteristics (such as chemistry, microstructure, and strength) and the set-up of the tube manufacturing process. Table 1 provides some characteristics of the HF welds in tubes made of DP 280/600 steel.
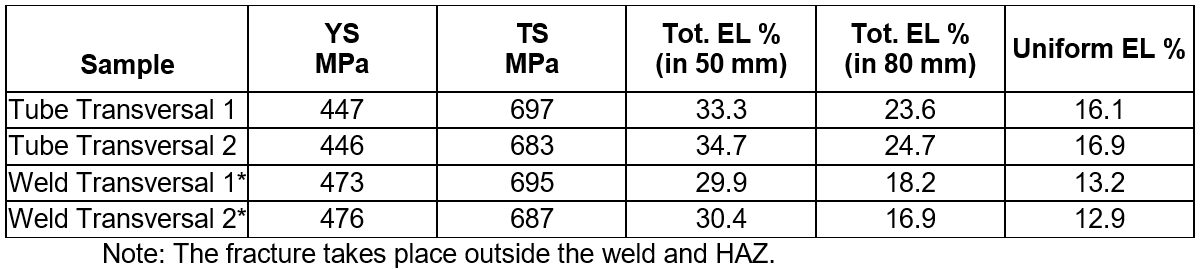
Table 1: Transverse tensile test data for HFIW DP 280/600 tube.R-1
For DP 280/600 the hardness of the weld area exceeds the hardness of the Base Metal (BM) (Figure 1). There is a limited or no soft zone in the transition from HAZ to BM. The nonexistent soft zone yields a HF weld that is stronger than the BM (Table 1). This is an essential feature in forming applications where the tube walls and weld seam are subject to transverse elongation, such as in radial expansion and in hydroforming.
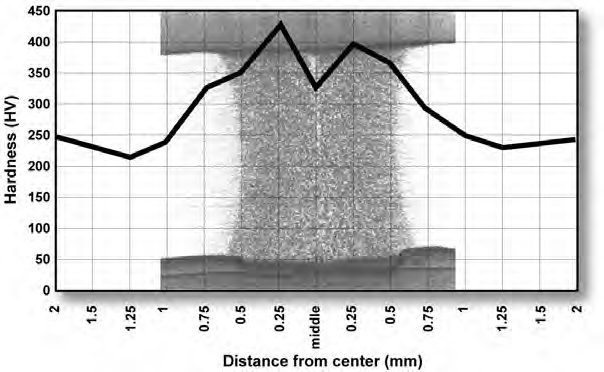
Figure 1: Weld hardness of a HF weld in a DP 280/600 tube.R-1
Figures 2 and 3 contain additional examples of the hardness distribution across HF welds in different materials compared to mild steel.
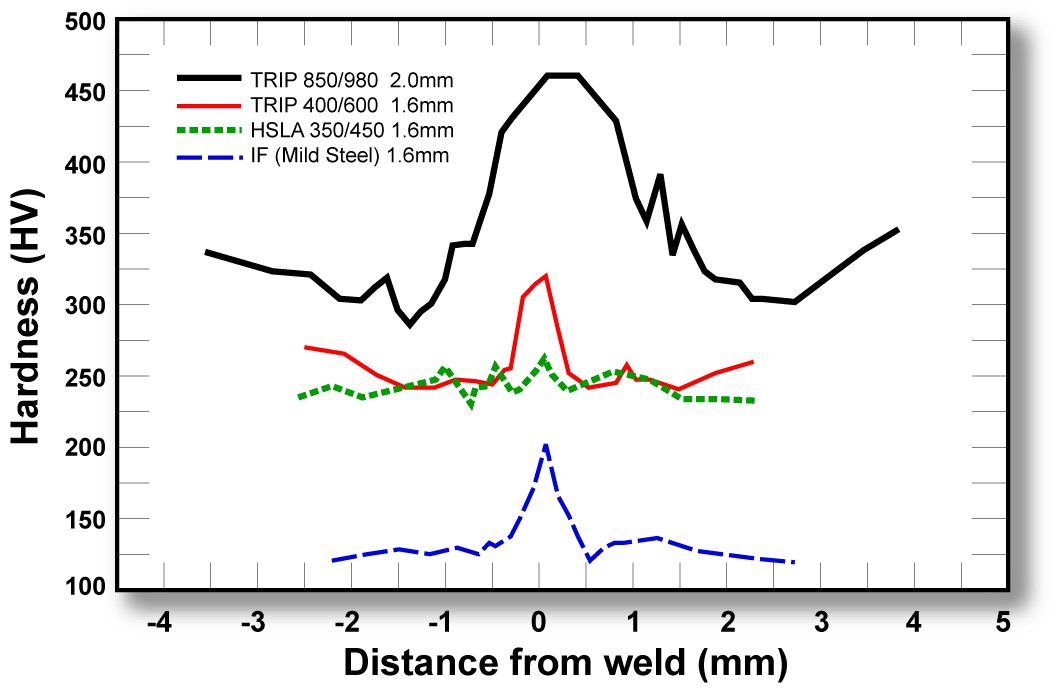
Figure 2: Hardness variation across induction welds for various types of steel.M-1
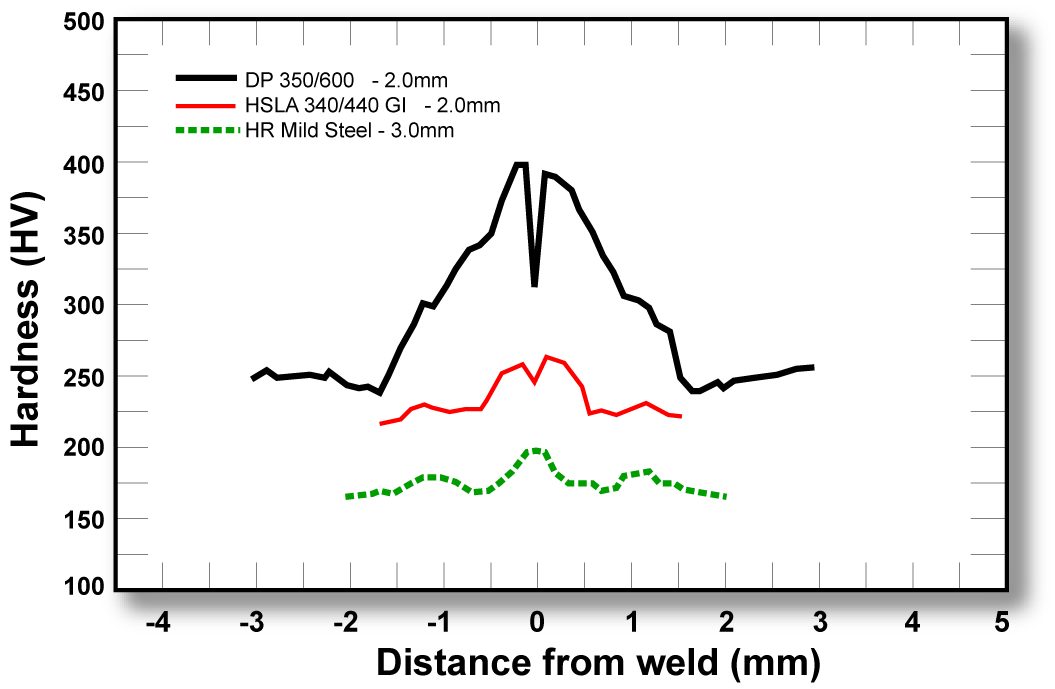
Figure 3: Hardness variation across induction welds of DP 350/600 to mild steel.D-1
Safe Practices
The health and safety of the welding operators, maintenance personnel, and other persons in the welding operations must be considered when establishing operating practices. The design, construction, installation, operation, and maintenance of the equipment, controls, power sources, and tooling should conform to the requirements of the United States Department of Labor in Occupational Safety and Health Standards for General Industry, (29) CFR Part 1910, Subpart Q.1.
The HF power source also must conform to the requirements of the Federal Communication Commission (FCC) as stated in Title 47, Part 15 concerning the radio frequency emissions from industrial, scientific and medical sources. Responsibility for complying with FCC standards is undertaken by the power source manufacturer and does not pose a problem for the end user of the equipment, if the power source is installed following the manufacturer’s recommendations. Information manuals provided by the manufacturers of equipment must be consulted, and recommendations for safe practices must be strictly followed. State, local, and company safety regulations also must be followed. The American Welding Society (AWS) document Safety in Welding, Cutting, and Allied Processes, ANSI Z49.1: 2012 covers safe practices specifically for the welding industry.
Voltages produced by HF power sources with solid-state inverter power sources (as high as 3,000 V) and voltages produced vacuum-tube oscillators (as high as 30,000 V) can be lethal. Proper care and precautions must be taken to prevent injury while working on HF generators and related control systems.
Modern power sources are equipped with safety interlocks on access doors and automatic safety grounding devices that prevent operation of the equipment when access doors are open. The equipment should never be operated with panels or high- voltage covers removed or with interlocks and grounding devices bypassed.
HF currents are more difficult to ground than low- frequency currents, and ground lines should be as short as possible to minimize inductive reactance. All leads between the power source and the contacts or induction coil should be totally enclosed in an insulated or grounded structure and constructed in a way that minimizes Electromagnetic Interference (EMI). Also, care should be taken to prevent the HF magnetic field around the coil and leads from induction heating of the adjacent metal mill components.
The weld area should be protected so that operating personnel cannot come in contact with any exposed contacts or induction coils while these devices are energized. Injuries to personnel from direct contact with HF voltages, especially at the upper range of welding frequencies, may produce severe local tissue damage.